CNC İŞLEME MERKEZİ
OPERATÖR PANELİ
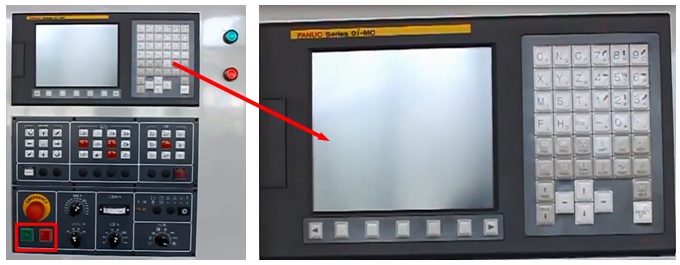
Tezgah kontrol paneli 2 bölümden meydana gelir;
1- Üst Panel (Soft Keys)
FANUC firmasının sağladığı paneldir.
2- Alt Panel (Hard Keys)
Tezgah üreticisi firmanın sağladığı paneldir. Bu bölümü tezgah üreticisi firma isteğine göre düzenler. Tezgahtan tezgaha farklılık gösterebilir.
- Tezgaha arka kısımda bulunan şalterden açarız
- Kontrol ünitesi üzerindeki yeşil operatör panel start düğmesine basarız.
- Emergency Stop aç > Reset
- Önce tezgaha Referans Noktalarına göndermeliyiz.
- REF > Referans butonuna bas

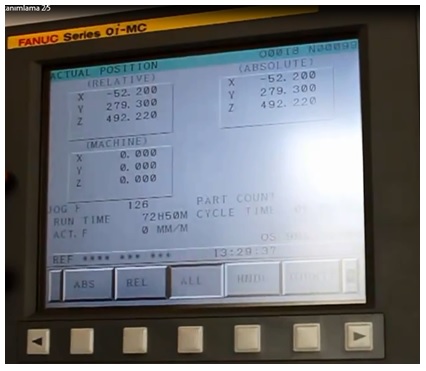
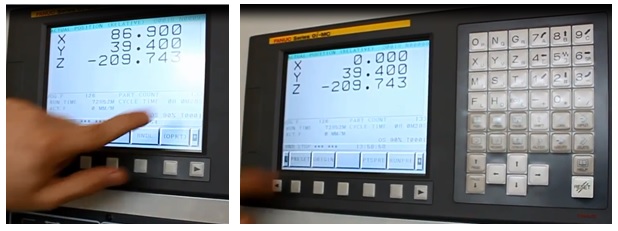
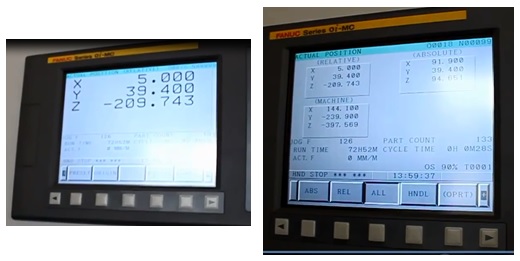
- POS > ALL > Machine X0, Y0, Z0 (Tezgahın sıfırı)
Absolute bizim tanımladığımız sıfıra göre koordinatlar
Relative bizim tanımladığımız herhangi bir noktaya göre koordinatlardır.

Ref Point - Referans noktası modu
 Rapid - Tezgahın maksimum eksen hızlarında ilerleme modu
Rapid - Tezgahın maksimum eksen hızlarında ilerleme modu
Jog - İlerleme hızında modu (Feedoverride ile birlikte çalışır)
Handle modu - El çarkı modu, bu tercih edildiğinde hareketleri
El çarkı ile yapabiliriz.
ALT PANEL BUTONLARI ve GÖREVLERİ
EMERGENCY STOP - Acil durdurma butonu
MEMORY LOCK - Hafıza kilitli
MEMORY UNLOCK - Hafıza kilidi açık

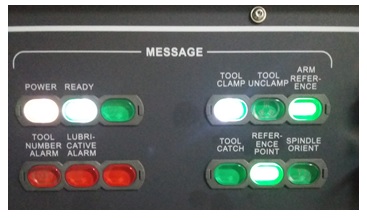
MESSAGE - Mesaj bölümü
POWER - Tezgâh açık
READY - Tezgâh çalışmaya hazır
TOOL NUMBER ALARM - Magazindeki takımlarla ilgili alarm.
LUBRICATIVE ALARM - Yağlama sistemi ile ilgili alarm.
TOOL CLAMP - Spindle takım sıkma konumunda. Tezgâh milinin sıkılı olduğunu, çektirme milinin kapalı olduğunu gösterir.
TOOL UNCLAMP - Spindle takım sıkma konumunda değil yani açık.
ARM REFERENCE - Bütün eksenler referansa gitmiştir.
TOOL CATCH - Takım değiştirme işlemi esnasında yanar. (Yani M6 komutunu gördüğünde, spindle yukarı, Arm döner, tezgah mili oryantasyonu, takımı değiştirme, Takımın Arm dan ayrılması vs. işlemlerin bir bütün olarak uygulanması esnasında yanar.)
REFERENCE POINT - Eksenlerin referansta olup olmadığını gösterir.
SPINDLE ORIENT - Spindle takım değiştirme pozisyonuna getirir. Tezgah mili tırnaklarını kola göre hizalar.

POWER ON - Tezgâhı açma butonu
POWER OFF - Tezgâhı kapatma butonu
READY - Tezgâh hidrolik sistemi butonu

TOOL UNCLAMP - Tezgâh miline (Draw Bar) bağlı takımı çözer.
CALL LIGHT - Alarm ikaz sesini durdurur.
ARM CW - ATC (Arm Tool Changer) CW yönünde döndürür.
ARM CCW - ATC yi CCW yönünde döndürür.
APC READY - Çift paletli tezgahlarda iş parçası bağlanan paletin hazır olduğunu bildirir. Bu düğmeye basıldığında tezgah paleti değiştirir. Yanmazsa operatör henüz palete iş parçasının bağlanmasını tamamlamamıştır demektir. Operatör bağlama işlemi bitince APC READY butonuna basar ve ışığı yanar. Işık yandığında da tezgah paleti değiştirir.

Takımların durumunu gösterir.
01 - Değiştirilmek üzere magazinde hazır bekleyen takım numarası
02 - Tezgah milinde takılı olan takım numarası
STANDBY MAGAZINE - Magazinde hazır bekleyen
SPINDLE - Tezgah mili
Bu gösterge ATC tipi magazinlerde geçerli olup, şemsiyeli tip magazinlerde geçerli değildir.

SBK (Single Block) - Adım adım çalıştırma butonu
BDT (Block Delete) - Block (Satı) silme butonu
OP STOP (Optional Stop) - Opsiyonel yani isteğe bağlı stop. M1 komutu ile birlikte çalışır. Bu ışık yanıyorsa tezgah NC programı içinde M1 gördüğü satırda durur. Bu ışık yanmadığında tezgah M1 komutunu görse de durmaz.
MST (M, S, T komutları) - NC programı içindeki MST komutlarını kilitler. Sadece eksenleri çalıştırır. Genellikle NC programındaki eksenel hareketleri kontrol etmek için kullanılır.
DRN (Dry Run) - Kuru çalıştırma. Bir NC programını hızlı olarak kontrol etmek için kullanılır. Bu komut kullanılırken tezgahta iş parça bağlı olmamalıdır. DRN kullanılırken gerçek kesme yapılmaz. Çünkü NC programındaki bütün eksenel hareketler belirlenen F değerlerinde değil maksimum hızlarda yapılır.
RESTART - Kalınan blocktan ( satırdan) programa devam eder. Bunu kullanabilmek için mutlaka NC programı N satır numaraları ile yazılmış olmalıdır. Yoksa işleme hangi blocktan devam edeceğimizi bilemeyiz. Program FEED HOLD ile durdurulur. Programın durdurulduğu pozisyon ilgili takım için Relative olarak sıfırlanır (X=0, Y=0, Z=0). Devam etmek için RESTART butonuna basıldığında programın kaldığı N block numarası yazılır, tezgah hemen o block numarasına gider ve işleme devam eder.
Z LOCK - Z eksenini kilitler.
MC LOCK - M komutlarını kilitler.
AUTO OFF - Tezgahı uyku moduna alır.
F9 - Her hangi bir görev yüklenmemiş olup boştur.
COOL MIST - Harici soğutmayı çalıştırır.
DOOR IT - Otomatik kapı
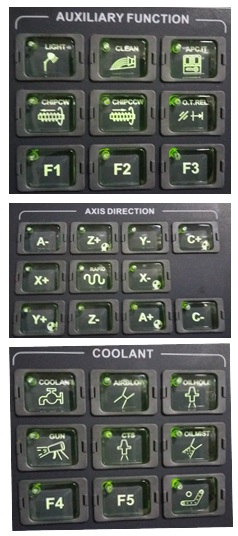
LIGHT - Tezgah aydınlatma ışığını yakar
CLEAN - Tezgah alt eteklerini temizler.
APC IT - Palet kapısı manuel tuşu.
CHIP CW - Talaş konveyörünü CW yönünde çalıştır.
CHIP CCW - Talaş konveyörünü CCW yönünde çalıştır.
O.R. REL - Oto Relaese tuşudur. Eksenler limit switchleri
aştığında kurtarmak için kullanılır.
F1, F2, F3 - Herhangi bir görev yüklenilmemiş tuşlar.
AXIS DIRECTION - Eksenler ve yönleri
RAPID - Hızlı hareket
A-, A+, C-, C+ - Yardımcı döner eksenler
X-, Y+, Z+ - X, Y, Z referansları
COOLANT - Tezgah mili etrafından soğutmayı çalıştırır.
AIR BLOW - Hava üfleme. Hava ile soğutulması gereken
işlemlerde kullanılır. Opsiyonel özelliktir.
OIL HOLE - Tezgah mili içinden soğutma.
GUN - Su tabancası ile soğutma.
CTS - Takım içi yüksek basınçlı su verme (Soğutma)
OIL MIST - Hava ve yağla harici üniteden soğutma.
F4, F5 - Herhangi bir görevi yok, opsiyonel görev tuşu olarak atanır.
FLAP (PALET) CONVEYOR - Flap tip konveyör

FEED HOLD - Eksen hareketlerinin ilerlemesini durdurur
CYCLE START - Eksen hareketlerine kaldığı yerden devam
eder. O anki komutu devreye alır yani uygular.
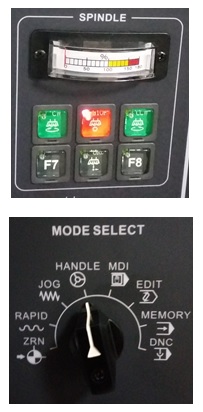
CW - Tezgah milini manuel olarak saat ibresinin dönüş yönünde çalıştırma. Tezgah mili en son döndüğü yani hafızasındaki devir sayısında döner.
STOP - Tezgah milini manuel olarak durdurma
CCW - Tezgah milini manuel olarak saat ibresinin dönüş
yönünün aksi yönde çalıştırma.
F7, F8 - Herhangi bir görevi yok. Opsiyonel olarak görev
atanabilir.
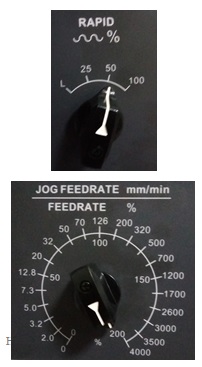
MODE SELECT - Mod seçimi
DNC - Harici hafıza (Kart vb.), bilgisayardan program çalıştırma
MEMORY - Hafızadaki programı otomatik olarak çalıştırma
EDIT - Program yazma, silme, kopyalama vb. işlemlerin
yapılması
MDI - Kısa komutlarla tezgâhı çalıştırma, durdurma vb.
işlemler için kullanılır.
HANDLE - El çarkı ile eksenleri hareket ettirme modudur.
JOG - Eksenleri yön tuşlarıyla hareket ettirme modudur. Hareket hızları Feedrate ya da Jog Feedrate anahtarıyla belirlenir. Tıpkı G01 komutundaki hız gibi düşünülebilir. Yani belirlediğimiz F değerinde hareket eder.
RAPID - Eksenleri yön tuşlarıyla hareket ettirme modudur. Hareket hızı Rapid anahtarıyla belirlenir. Tıpkı G0 komutundaki hız gibi düşünülebilir. Yani yüksek hızlarda hareket eder.
ZRN - Tezgah Sıfır Noktasına gönderme
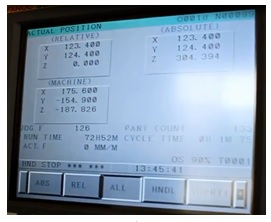
RAPID - Hızlı hareket hızı ayarlama potansiyometresi.
JOG FEEDRATE - Eksenel ilerleme hızını % olarak ayarlama
FEED RATE % - Eksenel ilerleme hızını % olarak ayarlama

S % - Tezgah mili devir sayısı potansiyometresi
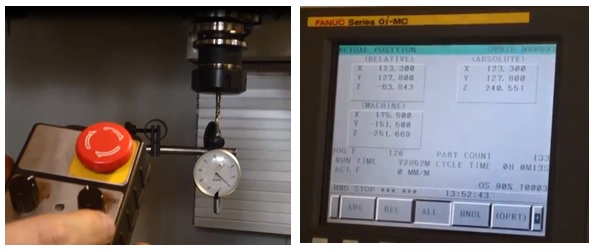
KOMPARATÖRLE TAKIM UZUNLUK AYARLARI
- MDI > PROG > T01 M6 > EOB > INSERT > CYCLE START > tezgah 1 nolu takımı iş miline alır
Manuel olarak iş miline 1 nolu takımı elle takarız.
T02 M6 > EOB > INSERT > CYCLE START > tezgah 2 nolu takımı iş miline alır
Manuel olarak iş miline 2 nolu takımı elle takarız. Böylece bütün takımları şemsiye tipi magazine dizeriz.
T03 M6 > EOB > INSERT > CYCLE START > tezgah 3 nolu takımı iş miline alır
Manuel olarak iş miline 2 nolu takımı elle takarız. Böylece bütün takımları şemsiye tipi magazine dizeriz.
MDI > T01 M6 > EOB > Insert > Cycle Start
1 nolu takımı yani Probe/Mastar takımı iş miline aldırırız.
Komparatörü sehpasıyla tezgah tablasına tespit edelim.

Mode > Handle > POS > All > Mastar ucu komparatör ucuna değdir
Komparatöre boşluğunu alması için 1 tur yaptırırız.
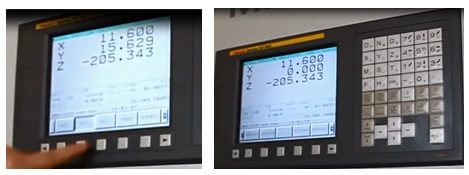
POS > All > Rel > Z > Origin > Z 0 olur

Z 0 olarak tanıttığımız yerin tezgah sıfırına göre konumunu görmek için tekrar All tuşuna basarız ve değerinin Z -187.826 olduğunu görürüz.
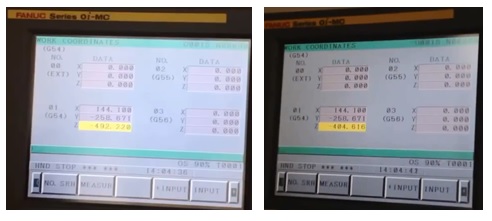
İŞ PARÇASI SIFIRININ TANITIMI
- Probe/takım kenarını iş parçasının sol kenarına değdiririz. Değdiğinde probe kırmızı ışığı yanar.
- Probe ucunu parçadan yukarıya çıkaralım
- Rel > X > Origin > X 0 olur
- Handle ile probe X ekseninde 5 mm sağa el çarkıyla kaydıralım.
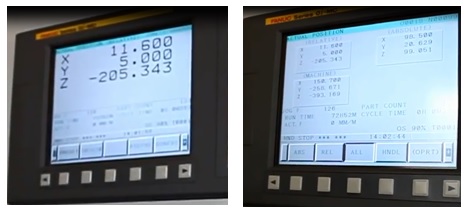
- POS > All > Machine > X 144.100
- El çarkı > Y ekseninde Probe kaydıralım. Probe aşağı indirelim ve kenarını iş parçasının ön yüzey kenarına değdirelim. Probe kırmızı ışığı yanar.
- Probe ucunu parçadan yukarıya çıkaralım
- Rel > Y > Origin > Y 0 olur
Handle ile probe Y ekseninde 5 mm ileri doğru el çarkıyla kaydıralım. Y 5 olur.
- POS > All > Machine > -Y 258.671
Probe yukarı doğru iş parçasının yukarısına alalım ve paça üzerine gelecek şekilde kaydıralım.
- El çarkı ile probe ucunu iş parçası yüzeyine değdirelim. Kırmızı ışığı yanar.

- All > Macine > Z -404.616

Probe T02 nolu takımla değiştirelim.
MDI > PROG > T2 M6 > EOB > Insert > Cycle Start
Bu takımızın sadece uzunluk offsetini ölçeceğiz. Z ekseninde komparatör ucuna yaklaştırırız. Probe getirdiğimiz 0 noktasına kadar Z ekseninde ilerletiriz.
POS > All > Z - 21.015 olduğunu görürüz
-187.826 + ( -21.015) = -208.841

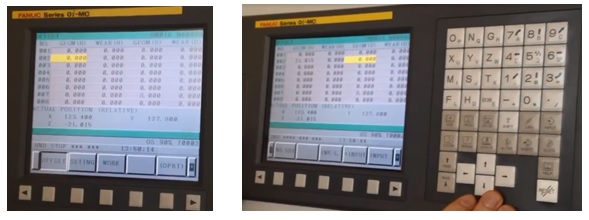
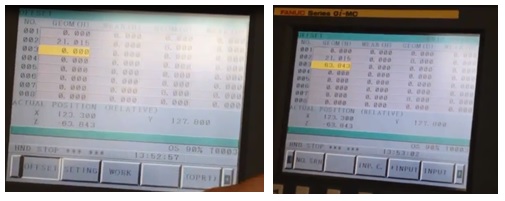
Takımların özelliklerini girelim (Boy, çap vb.)
OFFSET > GEOM (H)
GEOM (H) - Boy telafisi. Buraya yazılan değerler G43, G44 de kullanılır.
WEAR (H) - Aşınma boy telafisi
GEOM (D) - Çap telafisi. Buraya yazılan değerler G41, G42 de kullanılır
WEAR (D) - Aşınma çap telafisi
001 satırına geliriz. Bu takım referans olduğu için GEOM (H) ve GEOM (D) değerleri 0 (sıfır) olmalıdır.
İkinci takımı ölçtürdük. Bunun için 002 satırına geliriz.
GEOM (H) > 21.015 > INPUT > WRITE PROTECT hatası verdiğinde > Anahtarı aç > RESET basarız ve bu uyarıyı kaldırırız
Takım çapını girelim bunun için GEOM (D) sütununa geliriz ve çapını (8) gireriz
GEOM (D) > 8 > INPUT >
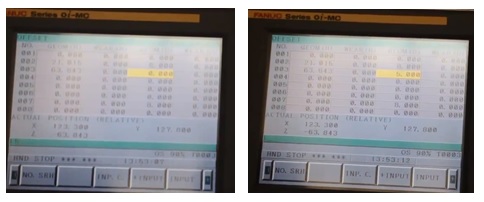
Aynı işlemi 3 cü takım için tekrar edeceğiz. El çarkı ile 2 nolu takımı yukarı alalım ve MDI dan 3 cü takımı çağıralım.
MDI > PROG > T3 M6 > EOB > Insert > Cycle Start
Takımı komparatör ucuna değecek şekilde Z ekseninde yaklaştıralım ve değdirelim.
Probe getirdiğimiz 0 noktasına kadar Z ekseninde ilerletiriz.
POS > All > Z - 63.843 olduğunu görürüz
Offset > Offset > 003 satırına geliriz > GEOM (H) > 63.843 > Input
Takım çapını girelim bunun için GEOM (D) sütununa geliriz ve çapını (5) gireriz
GEOM (D) > 5 > INPUT >
Burada - (eksi) olan değerleri + (artı) olarak girdik. Ölçüm yaptığımız Probe boyu ölçülen takımlardan daha uzun programda bunların boy telafisini verirken G44 ile vereceğiz. Eğer kullandığımız takım ölçülen takımdan daha uzun olsaydı boy telafisini G43 olarak verecektik.
İŞ PARÇASI SIFIRININ TANITILMASI
1 nolu takımı çağıralım.
MDI > PROG > T1 M6 > EOB > Insert > Cycle Start
İş parçamızı tablada uygun bir yere bağlayalım.
El çarkı ile probe iş parçasının sol tarafına değdirelim. Probe kırmızı ışığı yanar.
OFFSET > WORK > 01 G54 > X > 144.100 (Daha önce ölçmüştük) > Input
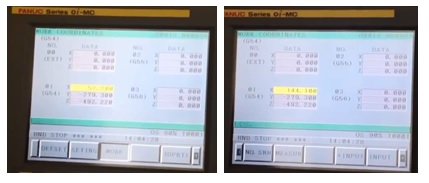
Aşağıya Y satırına geçelim.
01 G54 > Y > -258.671 (Daha önce ölçmüştük) > Input

Aşağıya Z satırına geçelim.
01 G54 > Z > -404.616 (Daha önce ölçmüştük) > Input
Artık iş parçası sıfırı tanımlanmış oldu. Şimdi bu tanımlamanın doğru olup olmadığını kontrol edelim. Bunun için takımı el çarkıyla yukarı alalım ve takımımızı Referansa gönderelim.
Mode >REF > Rapid %25 > Ref tuşu
Feedoverride - Programda verilen F değerini % olarak artırır ya da düşürür.
Rapid Override - Boşta hızlı hareketleri belirli % değerinde düşürür. Rapid hız tezgah eksenlerinin maksimum hızıdır.
Spindle Override - Tezgah devir sayısını % olarak artırır ya da düşürür.

MDI > PROG > G54 X0 Y0 > EOB > G43 H1> INSERT
Z100 > EOB > INSERT > CYCLE START
Bu arada bir elimiz RESET tuşu üzerinde dursun herhangi bir olumsuzluk anında bu tuşa basarız.
POS tuşuna basarak kontrol ederiz.
Aynı şekilde diğer takımları da aynı koordinata gönderelim.
T2 M6 > EOB > INSERT
G44 H2 > EOB > INSERT
G0 X0 Y0 > EOB > INSERT
Z100 > EOB > INSERT > CYCLE START
T3 M6 > EOB > INSERT
G44 H3 > EOB > INSERT
G0 X0 Y0 > EOB > INSERT
Z100 > EOB > INSERT > CYCLE START
YENİ PROGRAM YAZMA
Mode > Edit > Prog > Dir > Programlar Listelenir
Olmayan numarada program numarası yazılır.
O0014 > Insert > Programa isim verelim > Ekran altı > OPRT > OPRT > C - EX > (DENEME) > EOB > Insert
MEVCUT PROGRAMI ÇAĞIRMA
Mode > Edit > Dir > O0029 > Sağ Ok > Program ekrana gelir
PROGRAM ÇALIŞTIRMA
Program başına gel > Auto > Cycle Start
PROGRAM AKTARMA
CAM de yazılmış programı tezgaha aktarmak için,
Mode > Edit > Kart okuyucuyu tak > Ekran altı Sağ Ok > Ekran altı Sağ Ok > Card > Dir > Carddaki programlar listelenir
Ekran altı > OPRT > F Read (File Read) > 0006 > F Set > 29 > O Set > Exec (0006 nolu dosyayı 29 olarak aktarır)
Prog > Dir > 24 nolu programı görürüz > Prog dediğimizde programın listelendiğini görürüz > Reset > Program başına dönülür
Takım boy telafileri CAM de verilmeyebilir. Bunun için her takım değiştirmeden sonra (M6) G44 H1 > EOB > Insert
Böylece bütün takımlara boy telafilerini ekleriz.
İŞ PARÇASI SIFIRI TANITIMI
T02 yi referans takım olarak tanıtacağız.
İş parçasını bağla > Manuel olarak tezgahı çalıştır > İş parçası üzerine manuel olarak yaklaştır > POS > Relative > Z > Origin > Z 0 olur
.jpg)
Mode > Handle > X ekseninde iş parçasının sol tarafına kaydıralım ve kenarına değdirelim > Değdikten sonra Z de iş parçasından yukarıya kaldıralım
POS > Relative > X > Origin > X 0 olur
Takımın yarıçapı 6 mm olduğu için X de 6 mm yana kaydıracağız. Tekrar,
X > Origin > X 0 olur
Y ekseninde iş parçasının ön tarafına kaydıralım ve kenarına değdirelim > Değdikten sonra Z de iş parçasından yukarıya kaldıralım > POS > Relative > Y > Origin > Y 0 olur
Takımın yarıçapı 6 mm olduğu için Y de 6 mm yukarı kaydıracağız. Tekrar,
Y > Origin > Y 0 olur
Şimdi takım merkezini iş parçasının sol alt köşesine getirelim. Bunun için X0, Y0, Z0 yapalım.

Bu durumda OFFSET sayfasına girelim.
Offset > G55 geçelim > X satırına gel > X 0 > Measure > Değerleri değişir
Y satırına gel > Y 0 > Measure > Değerleri değişir
Z satırına gel > Z 0 > Measure > Değerleri değişir
Böylece iş parçamızın sol alt köşesi G55 sıfır olarak tanımlanmıştır. CNC programı içerisinde sıfır noktası olarak G55 yazacağız.
Offset > Offset > 002 > GEOM (H) > 0 > Input > GEOM (D) > 6 > Input
Çünkü referans kesicinin Z uzunluğu 0 olmak zorundadır.
Takımı Z de yukarıya kaldıralım ve ondan sonra programı çalıştıralım.
Edit > Prog > 2928 > Sağ ok > Program listelenir > Reset ilk satıra gelAuto > Cycle Start >
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.