DİŞLİ TEZGAHLARI
AZDIRMA TEZGAHLARI
Freze tezgahlarında açılan dişli çarklar fazla hassas, kaliteli ve seri olarak imal edilememektedirler. Bunun nedeni bu tezgahların birincil amacı dişli çark imal etmek olmadığı için özel olarak dizayn edilmemişlerdir. Ancak hassas olmayan, düşük devirlerde çalışan ve az sayıda imal edilmesi gereken dişli çarkları imal edebilecek şekilde tasarlanmışlardır. İşte freze tezgahlarında imal edilemeyen dişlilerin daha kısa sürede, daha hassas ve kaliteli olarak imal edilmeleri için Azdırma Dişli tezgahları kullanılmaktadır. Son yıllarda bu tür tezgahlar imalat sanayiinin vazgeçilmez dişli imalat tezgahları olmuşlardır.
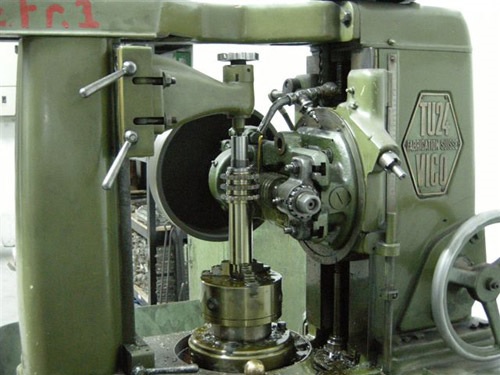
Azdırma tezgahları, yuvarlanma metodu ile dişli çark açan özel tezgahlardır. Azdırma Tezgahları ile sadece dış dişliler açılır, yani iç dişliler açılamaz. Bu tezgahlar sayesinde, dişli çarklar istenilen kalite ve hassasiyette elde edilmiş olur. Bu tezgahlar azdırma tezgahı adını kullanılan azdırma freze kesicilerinden almıştır.

FELLOW TEZGAHLARI
Azdırma freze tezgahları ile açılamayan dişlilerin imalatında kullanılan dişli tezgahlarıdır. Fellow tezgahları, tezgah dikey eksende hareket eden fellow çakıları sayesinde tablanın üzerine bağlanmış parçanın çevresine diş açmak amaçlı kullanılır.

Fellow tezgahları iç veya dış dişli açabilirler. Tabla kendi ekseni etrafında dönüş hareketi ve X ekseninde gidip gelir. Aynı anda dikey eksende aşağı-yukarı hareket eden çakı vasıtasıyla dişin derinliğine göre birkaç pasoda işleme yapılır.
AZDIRMA ve FELLOW TEZGAHLAR ARASINDAKİ FARKLAR
- Azdırma Tezgahları ile iç dişliler açılamaz. Yani sadece dış dişliler açılabilir.
- Fellow tezgahlarla iç dişliler açılabildiği gibi dış dişliler de açılabilir.
- Azdırma tezgahlarında azdırma çakıları kullanırken, Fellow tezgahlarda Fellow kesici takımları kullanılır.
- Fellow tezgahlarında iş parçasının bağlandığı tabla dönme hareketini yaparken kesici takım aşağı-yukarı hareket eder.
- Azdırma tezgahlarında kesici takım ekseni etrafında döner.
AZDIRMA FREZE ÇAKILARI
Bu konunun devamı için lütfen yeşil butona tıklayınız 
Azdırma frezeleri, sağ ve sol yönlü olarak yapılan özel kesicilerdir. Görünümleri vida biçimindedir ancak azdırma tezgahında her modülden tek çakı olarak bulunur ve bir tezgah tüm modülleri açamaz. Tezgahın teknik özellikleri ve kapasitesine göre belirli modül aralığındaki dişleri açabilir. Örneğin, 0.5, 0.75, 1, 1.25, 1.5, 1.75, 2 gibi.
Azdırma takımlarında dişlerin sırtı tornalanmış yüzeyleri ise taşlanmıştır. Büyük takımlarda talaş oyuklarına helis verilerek dişlerin sürekli bir şekilde kavranmaları ve işlenen yüzeylerden kesintisiz olarak ayrılmaları sağlanır. Bu şekilde titreşimler de önlenmiş olur.
Azdırma tezgahında işlenecek parçaya göre çeşitli kalitede çakılar kullanılabilir. En yaygın olan çakı ise hava çeliğinden yapılan çakılardır. Ayrıca tiatanyum kaplı olan türleri de son yıllarda yaygın olarak kullanılmaktadır. Titanyum kaplı olanlarda işleme kapasiteleri HSS türü kesicilere göre yaklaşık olarak üç kat daha yüksektir. Kesme sırasında kullanılan çeşitli kesme yağ ve sıvıları işleme ve kaliteli yüzey elde etmede büyük katkı sağlamaktadır. Ayrıca kesici takım ömrünün de uzamasına olumlu etkisi olmaktadır.
Genel olarak diğer tezgahlarda da olduğu gibi önceden kaba talaş alınıp sonra da ikinci defa keskin bir freze ile ince talaş alınır. Böylece yüksek kaliteli dişliler elde edilir.
Azdırma tezgahlarında dişli açma işlemlerinde Düz Dişli Açma işleminde parçanın ekseniyle dişlerin yönü paraleldir. Diğer bir şekilde ifade etmek gerekirse; parça düz bir yüzeye konulduğunda dişlerle yüzey arasında dik açı olduğu gözlenir.
Azdırma tezgahlarında Helisel Dişli Açma işleminde, parçanın ekseniyle dişlerin yönü paralellik göstermez. Parça düz bir yüzey üzerindeyken dişler ile yüzey arasındaki açının dar açı olduğu gözlenecektir. Çakı tezgaha yerleştirilirken belli bir açı verilmesi gerekmektedir.
AZDIRMA DİŞLİ AÇMA İŞLEMİ
Düz ve helis dişlilerin dişli azdırma çakısıyla işlenmeleri en yaygın olarak kullanılan metodlardan biridir. Dişli azdırma çakısı bir döner kesici takımdır, bunun dişleri bir sonsuz vidanın dişi gibi helezoni bir yol izleyerek dizilmiştir. Eksen boyunca kesit alındığında bu dişler bir kremayer görüntüsü verirler. Kesici ağızlar, helezoni vida dişine dik olarak açılmış helezoni oluklar serisiyle meydana getirilmişlerdir.
Bir kremayer, diş sayısı ne olursa olsun aynı modülle işlenmiş bir dişliye tam olarak oturabilir. O halde bir dişli azdırma çakısı da istenilen sayıda dişe sahip dişlileri aynı hassasiyetle işleyebilir. Bu dişli azdırma usulünün en büyük avantajlarından biridir.
Dişli azdırma işleminde, dişli azdırma çakısı ve dişli kaba parçası, sonsuz vida dişli düzeninin aşağıda verilen dişli oranına eş olan bir zaman bağıntısına göre aynı anda dönerler.
I = Nh/Ng = Zg/Zh
Burada;
Nh - Dişli azdırma çakısının hızı (dev/dak)
Ng - Dişli taslağının hızı (dev/dak)
Zh - Dişli azdırma çakısının vida ağzı sayısı
Zg - Dişlinin diş sayısı
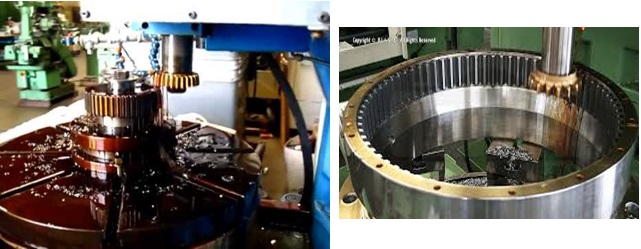
Dişli azdırma işleminde, dişli azdırma çakısı döner ve kaba parçanın dönüşüne uygun olarak dişli eksenine paralel ilerletilir. Dişli azdırma çakısının ekseni, dişli kaba parçasının üst yüzüne göre, çakının bölüm dairesi üzerindeki helis açıya eşit bir açıyla eğik duruma getirilir.
Azdırma çakısının kaba parça eksenine göre yaptığı ilerleme dişlerin bütün boyda yavaş yavaş açılmalarını sağlar. Kesme işlemi dişli kaba parçasının bir ucundan diğer ucuna kesintisiz devam eder ve çakının çok sayıda kesici dişi aynı anda operasyonda bulunur. Azdırma yöntemiyle dişli açma en yaygın imalat metotlarından biri oluşunun nedeni budur.
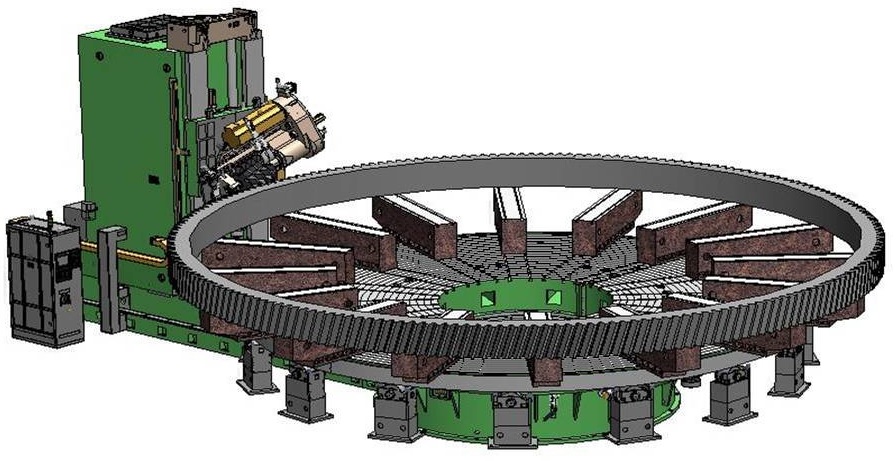
Dişlilerin azdırmalarında, özellikle büyük çaplı azdırma çakıları kullanıldığında, yaklaşma sırasında büyük zaman kaybı olur. Çünkü azdırma çakısı çapı arttıkça yaklaşım boyu da artar. Orta modüllü düz dişlilerin azdırılmalarında yaklaşım zamanı işleme zamanının %30 - 40' ı kadardır.
Dişli azdırma çakıları hem düz hem helis dişlilerin yapımında kullanılırlar. İkinci halde dişli azdırma çakısı, dişli yüzüne göre; şartlara bağlı olarak dişli helis açısıyla azdırma çakısı vida dişi açılarının toplamına veya farklarına eşit bir açısal konuma getirilir.
DİŞLİ TASLAĞININ HAZIRLANMASI ve TEZGAHA BAĞLANMASI
İş parçası azdırma tezgahına bağlanmadan önce çeşitli işlemlerden geçirilir. Dişli taslağı kesilip uygun ölçülerde tornalandıktan sonra azdırma tezgahında işlenmeye hazır hale getirilmiş olur.
Dişli taslağı azdırma tezgahında malafa yardımıyla sabitlenir. Bu parçayı işlemek için uygun azdırma bıçağı modülüne göre seçilir. Bu aşamada ise, işleme için gerekli ölçüler göz önünde bulundurularak kafa ayarı ve helis açısı ayarı yapılır. Ayrıca diş sayısına göre taksimat çarkı ayarlanır.
Tezgaha sabitlenen iş parçasının tam düzgün dönmesi için salgı komparatörleri ile tespit edilen salgısı alınır. Sonraki aşamada ise, kesici uç iş parçasına % 5 kadar temas ettirilerek suport sıfırlanır ve işleme başlatılır. İşleme otomatik olarak yapılırken kontrol ölçüleri de periyodik olarak alınır. İş parçası aşağıdan yukarıya doğru hareket ederken, çakı ise kendi ekseni etrafında döner.
KAMA KANALININ AÇILMASI
Azdırma tezgahında parçanın işlenmesi sona erdikten sonra bu parçaya kama kanalı açılır. Kama kanalı eksantrik başlıkla freze tezgahlarında açılabildiği gibi broş tezgahlarında broş çekme yöntemiyle de açılabilir.
DİŞLİLERİN TAŞLANMASI
Açılmış olan dişlilerin kalitesini artırmak için birtakım işlemlere tabi tutulmaları gerekir. Bu işlemlerin başında raspalama ve taşlama işlemleri gelir.
Dişlilerin Raspalanması, düz ve helis dişlilerin işlenmelerinde uygulanır. Bu, dişlinin kesilme işlemini izler ve sertleştirmeden önce yapılır. Dişli planyası, bir dişliye benzeyen veya iş parçası dişliye çalışan bir kremayer şeklindeki kesici takımla diş profilinden 0.1 - 0.25 mm arasında bir işleme payının kaldırılması esasına dayanmaktadır. Döner raspalama çakısı veya kremayer raspalama bıçağı diye adlandırılan kesici takımın her bir dişine, bir kesici ağızlar serisi meydana getirmek üzere tırtıl şekil verilmiştir.
Helisel dişli açmak için, ya frezenin bağlı olduğu malafa tablasındaki taksimat ayarlanır, veya değiştirme dişlileri ile helis açısı ayarlanır. Eğer helis açısı malafa tablasındaki taksimata göre ayarlanacaksa, dişlinin helis yönüne göre frezenin helis açısına frezenin adım açısını eklemek veya çıkarmak gerekir. Frezenin helis açısının değeri frezelerin üzerinde yazılı olup frezeler sol ağızlı ise frezenin helis açısı çıkarılacak yerde eklenir veya eklenecek yerde çıkarılır.
Düz dişli için işlemek için takımın eksenini γ0 kadar sağa eğmek gereklidir. Sağdaki şekilde bir helisel dişlinin açılışını görüyoruz. Sol helis elde etmek için takım eksenini β - γ0 kadar sola eğmek gereklidir.
Helis dişlinin açılması, açılacak dişlinin açısı sağ ise azdırma bıçağı vida açısı çıkarılarak, dişlinin açısı sol ise azdırma bıçağı, açısı toplanarak elde edilen açı, azdırma tezgahı bıçak başlığından ayar edilir, Aynı düz dişlide olduğu gibi diş sayısı taksimat çarkları oranı hesap edilerek, oranı teşkil eden çarklar taksimat tertibatına takılır.
Helis çarklarının açılması, Azdırmada helis dişli yapabilmek için helis çarkı takılması zorunludur, Azdırma tezgahları, helis dişliyi diferansiyel tertibatı vasıtasıyla yapar. Hesaplanacak, çarklara da diferansiyel çarklar denir.
Hesaplamadan çıkan oranı verecek çarklar tezgâhın diferansiyel tertibatına takılır. Burada dikkat edilmesi gereken en önemli nokta çarkların dönüş yönüdür, Hem düz dişlide, hem de helis dişlide takım tezgahı ayarlandıktan sonra iş parçası emniyetli şekilde bağlanır. İş parçasının bağlanması çok önemlidir. Dişli taslağına, azdırma bıçağı teğetsel olarak değme noktasına kadar yaklaştırılır. Daha sonra istenilen dişli derinliği verilir. Böylece otomatik olarak dişli açma işlemine geçilebilir, Azdırma kendi ekseninde dönerken, dişli taslağı da kendi eksenin de döner ve bu dönüşlere bağlı olarak diş boyu doğrultusunda azdırma başağı hareket ederek işlem tamamlanır.
Kesici takım diş boyunca planyalama hareketi yaparken, aynı zamanda da çalışan iki dişliymiş gibi bıçak ve dişli taslağı sağa ve sola kesme hızına bağlı olarak dönüş yapar. Follows tezgahının ayarlanmasında kurs ayarı gibi basit bazı ayarların dışında birde çark hesabı vardır.
Çark hesabı, belli diş sayısında olan kesici takımların istenilen diş sayısında dişliyi açabilmesi için gerekli hesaplamadır. Yine hesaplamada ku1lanılan formüllerdeki sabit sayılar, çeşitli marka tezgaha göre değişir.
Fellow tezgahlarında düz dişli yapmak son derece basittir. Helis dişli yapmak ise oldukça zordur, Açılacak dişlinin ters yönünde helis yönü olan, helis hatvesi açılması istenen işin helis hatvesi ile aynı olan, kesici takını ve kovan tertibatına gereksinimi vardır. Mecbur kalmadıkça, helis dişlileri azdırmada tezgahında açmak daha rasyoneldir.
Maag Sistemde kremayer dişli konumunda bir kesici tarak ile, dişliyi açmaya Maag sistemi deniyor, Takım tezgahının adı da Maag tezgahı olarak bilinir. Yine taksimat bir oran çarklar vasıtasıyla yapılmaktadır. Otomobil endüstrisinin 20. yüz yıl başlarında seri imalat başlaması, dişli çarklarının da gelişmesine yol açtı. 1908 yılında "Sunderland" tarak şeklindeki dişli açma takımını ve 1909 yılında MAAG firmasının kurucusu "Max MAAG" da bugünkü diş açma sistemini buldular. Bundan sonra bu güne gelene kadar dişli açma ve imalatında bir çok gelişmeler görüldü. Şu anda birkaç firma A dan Z ye kadar bütün işlemleri yapan, elektronik kumandalı, üniversal tezgahlar üretmektedir. Bu tezgahlar dişi açar ve taşlar. Açtığı dişi, dişi açan ve taşlayan takımı, kendi kendine kontrol eder. Sapma değerlerinin sınırlarına yaklaştığını görünce, bunu kendi kendine düzeltir.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.