CNC İŞLEME MERKEZLERİ
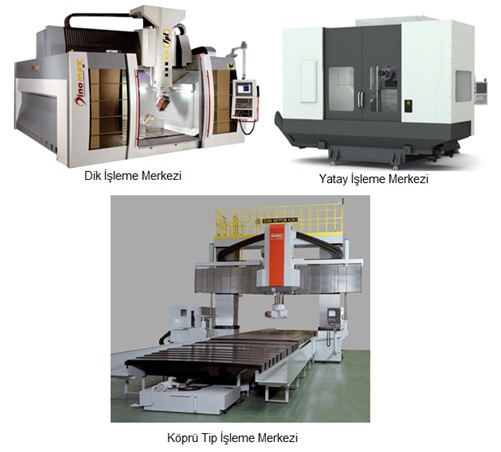
CNC işleme merkezleri prizmatik iş parçalarının işlenmesi için tasarlanmış tezgâhlardır. Aslında bu tezgâhlarda yapılan talaş kaldırma işlemi freze tezgâhları ile aynıdır. Bu tezgâhlara işleme merkezi denilmesinin nedeni frezeleme dışında delme, delik büyütme, kılavuz ve rayba çekme, diş açma ve hatta tornalama benzeri işlemlerin yapılabilir olmasıdır. Yani bu tür CNC tezgâhlarına bağlanan iş parçası üzerindeki her türlü işlemin tek bağlamada yapılabilir. Başlıca çeşitleri CNC Dik İşleme Merkezi, CNC Yatay İşleme Merkezi ve CNC Köprü Tipi İşleme Merkezleridir.
CNC İŞLEME MERKEZİ KISIMLARI
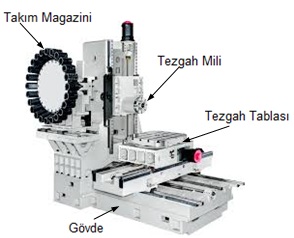
CNC işleme merkezinin başlıca kısımları;
- Gövde
- Tezgâh Mili
- Tezgâh Tablası
- Takım magazini
- Kontrol Ünitesi
Bu konunun devamı için lütfen yeşil butona tıklayınız 
1 - Gövde ve Kayıtlar
CNC işleme merkezlerini gövdeleri de dökme demirden yapılır. Yatay ve düşey üniteler üzerinde kayıtlar bulunur. Kayıtlar sertleştirilmiş ve raspalanmıştır. İşleme merkezlerinde linear ve kutu kızak sistemleri kullanılır. Yüksek hız gereken tezgâhlarda linear ya da diğer bir ifadeyle masuralı tip kızaklar kullanılır. Kutu tipi kızaklar ağır kesme koşulları ve vuruntulu çalışmalarda tercih edilir. Bu tür kızaklarda kızaklar kayıtlar üzerindeki ince bir yağ filmi üzerinde hareket eder. Yağ filmi üzerine gelen yükleri kayıt yüzeyine eşit olarak dağıtır. Bu tür kızaklar fazla bakım gerektirmedikleri için tercih edilmelerine rağmen eksenel hareketler linear kızaklara göre daha yavaştır. Özellikle seri imalatın yapıldığı kalıp vb. işlemelerde linear kızaklı tezgâhların tercih edilmesi daha akılcı olur.
CNC işleme merkezlerinin gövde yapılarında yukarıda görüldüğü gibi farklı konfigürasyon uygulanmaktadır. Şekilde görüldüğü gibi dik işleme merkezlerinde “C” ve “L” tipi gövde konfigürasyonları kullanılmaktadır. “C” tipi gövde yapılarında tezgâhın çalışma alanı sınırlı olduğundan özellikle eğitim amaçlı ve küçük kapasiteli tezgâhlarda tercih edilmektedir. “L” tipi gövde yapısı ise çalışma alanı büyük olan endüstriyel tip işleme merkezlerinde tercih edilen gövde yapısıdır.
Aşağıda yatay işleme merkezlerindeki iki farklı gövde yapısı görülmektedir.
2 - Tezgâh Mili
CNC işleme merkezlerinde kesicinin dönme hareketini sağlayan parçasına tezgâh mili (Spindle) ya da iş mili denir. Tezgâh mili ünitesini motor, soğutma aksamı, rulman ön gerilme cıvatası ve kesici takımın bağlandığı kısımdan oluşur. tezgâh mili, motordan aldığı dönme hareketini kendisine bağlı olan ve uç kısmında bulunan kesici takıma iletir. Bu yüzden kesme esnasında oluşan kuvvetler doğrudan olarak tezgâh milini etkiler. Bu kuvvetler tanjant kuvveti, besleme kuvveti, radyal kuvvetlerdir. Tezgâh millerine hareket veren motor çeşitleri AC (Alternatif Akım) ve DC (Doğru Akım) motorlardır. Günümüzde CNC tezgâhlarının çoğunda DC motorlar kullanılmaktadır. Bunun nedeni devir kontrolünün voltaj girişinin değiştirilerek ayarlanabilmesidir. tezgâh milinin CNC işleme merkezindeki montajlı yerleşimi şekilde görülmektedir.
Tezgâh mili çok önemli tasarım özelliği taşır. Eğilme ve burulmaya karşı dayanıklı olması ve ekseni boyunca etki eden tüm eksenel kuvvetlere dayanacak sağlamlıkta olması gerekir. Bu nedenle fener mili çok iyi yataklanmalı ve titreşimi absorbe edecek özellikte dizayn edilip montajı yapılmalıdır. Yeterli olmayan destek yalnızca boyutsal hatalara değil, aynı zamanda kötü yüzey kalitesi ve titreşimlere neden olur.
Statik analizler neticesinde mil üzerinde oluşan gerilmeler ve deformasyonlar hesaplanabilir ve rulman ömürleri öngörülebilir. Normal kullanım şartlarında tezgâh mili ana gövdesi üzerine etkiyen gerilme yükleri mil mukavemet değerleri yanında çok küçük olduğundan ihmal edilebilir. Bilindiği gibi rulmanlar belirli ömürlü bir ürün oldukları için sarf malzemeleri grubuna girer. Herhangi bir dış unsura maruz kalmaksızın, ait olduğu makinenin/cihazın normal çalışmasından kaynaklanan vibrasyonlar, etkileşimler, deformasyonlar vs. sonucu işlevinin kaybedebilirler.
Mil gövdeleri genellikle 20MnCr5 malzemesinden imal edilirler. tezgâh mili parça işleme esnasında yüksek tork üretmekte ve iş miline farklı eksenlerden değişken yükler etki etmektedir. Bu yükler, milin rijitliği ve performansını, işlenen iş parçasının yüzey kalitesini, ve ölçüsel hassasiyetini etkiler. Rijitliği ve balansı iyi ayarlanmayan ünitelerde salgı dolayısı ile yüzey toleransları çok yüksek değerlerde oluşmaktadır.
Tezgâh mili ünitesinin rijitliğinin sağlanmasında rulmanların montajı ve yataklanma işleminin iyi yapılması önemlidir. Yataklamada kullanılan rulmanların aksiyal ve radyal yüklere dayanabilmesi için belirli bir ön gerilme ile montajı yapılmalıdır. Rulmanların yataklanmasında yüksek rijitliği arttırmak için genelde birden çok rulmanın farklı düzenlerde montajı ile sağlanır.
3 - Tezgâh Tablası
İş parçasının üzerine bağlandığı ve yatay eksenel (X ve Y) hareketleri yapan tezgâh elemanıdır. Normalde işleme merkezlerine ait CNC programları yazılırken eksenel hareketleri kesici takım yapıyormuş gibi düşünülür ve program buna göre yazılır. tezgâhların konstrüksiyonlarına dikkat edecek olursak aslında kesici takımın bağlı bulunduğu tezgâh başlığı gövdeye sabittir. Yani gerçekte kesici takım X ve Y eksenlerinde hareket etmez. Ancak bu hareketi gerçekte aksi doğrultularda tezgâh tablası yapar. Böylece de kesici takım istediğimiz doğrultuda hareket ediyormuşuz algısını bize verir. Aşağıdaki dikkatlice incelendiğinde bu durum daha net anlaşılacaktır. Tezgâh tablasının hareketleri kayıt kızak sistemleri ve bilya vidalı miller yardımıyla gerçekleştirilmektedir.
4 - Takım Magazini
CNC işleme merkezlerinde kesici takımların üzerine yerleştirildiği ve gerektiğinde takımın değiştirilmesini sağlayan düzeneklere magazin denir. Magazinlere tezgâhın özellik ve kapasitesine göre 12 – 32 arasında kesici takım bağlanabilir. Daha fazla sayıda kesici takımlar için zincir tip magazinler kullanılır. Başlıca 4 değişik çeşidi vardır. Bunlar;
- Şemsiye tip magazinler
- Disk ya da Tambur tip magazinler
5 - Kontrol Ünitesi
Daha önce açıklandığı gibi CNC takım tezgâhlarında tezgâha veri ve program girişini yapıldığı, programların simülasyonun izlendiği, kesici takım bilgileri ile tezgâhın sistem bilgilerinin kaydedildiği ve iş parçası imalatının gerçekleştirilmesi için kullanılan paneldir.
Pek çok CNC tezgâh imalatçısı firma kendilerine özgü ve kullanımlarının daha kolay olduğunu iddia ettiği kontrol ünitelerini geliştirmiş ve tezgâhlarında da kullanmaktadır. Kontrol üniteleri diyalog yöntemiyle çalışır. Böylece CNC program yazımı esnasında operatör ve programcının hatalı veri giriş yapma olasılığı en aza indirgenmiştir. Üzerlerinde bulunan RS-232C bağlantı portu, USB ve compact flash kartlar yardımıyla veri transferleri yapılabilir.
CNC TEZGAHLARINDA EKSENLER
CNC takım tezgâhlarında iş parasının ya da kesici takımın hareketleri kartezyen koordinat sistemine göre yapılır. Bu koordinat sisteminde bir birini dik olarak kesen X, Y ve Z olmak üzere 3 temel eksen vardır. CNC programları bu koordinat sistemine göre yazılır.
Aşağıdaki şekilde görüldüğü gibi CNC takım tezgâhlarında X, Y ve Z olmak üzere 3 temel eksen vardır. Bu eksenler CNC torna tezgâhlarında X ve Z olmak üzere iki adet, işleme merkezlerinde ise X, Y ve Z olmak üzere üç adettir.
SAĞ EL KURALI
CNC takım tezgâhlarında eksenler Sağ El Kuralı (Right Hand Rule) kuralı ile tanımlanırlar. Bu 3 eksen orijin denilen noktada (avuç içinde) birleşirler ve aralarındaki açı 90° dir. Aşağıda görüldüğü gibi baş parmak X eksenini, işaret parmağı Y eksenini, orta parmak ise Z eksenini ifade etmektedir. Bu parmakların uçları ilgili eksenlerin + (Artı) yönünü gösterir.
Yukarıda da vurgulandığı gibi CNC torna tezgâhlarında X ve Z olmak üzere 2 temel eksen vardır. Z ekseni CNC tornanın fener mili eksenini yani iş parçasının eksenini, X ekseni ise kesici takımın iş parçası eksenine dik olarak yaptığı hareketin eksenini gösterir. Bu eksenlerin pozitif ve negatif hareketleri ise şöyle tanımlanmaktadır. Kesici takımın Z ekseninde aynaya doğru hareketi - Z, puntaya doğru hareketi ise + Z olarak tanımlanır. Kesici takımın X ekseninde iş parçasının merkezine doğru yaptığı hareket – X, iş parçasının merkezinden uzaklaşan hareket ise + X olarak tanımlanır.
YARDIMCI EKSENLER
CNC takım tezgâhlarında temel eksenlerin dışında Yardımcı Doğrusal ve Yardım Döner eksenler bulunmaktadır.
X eksenindeki yardımcı doğrusal eksen U, Y eksenindeki yardımcı doğrusal eksen V, Z eksenindeki yardımcı doğrusal eksen ise W harfleri ile gösterilir.
X eksenindeki yardımcı döner eksen A, Y eksenindeki yardımcı döner eksen B, Z eksenindeki yardımcı döner eksen ise C harfleri ile gösterilir.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.