CNC TORNA
1 - TEZGÂH ANA ŞALTERİNİN AÇILMASI
Tezgâh Arkası Ana Şalter > ON
.jpg)
2 - TEZGÂHIN ÇALIŞTIRILMASI
Control Ünitesi > Start (Beyaz Buton) > Sistem Booting Up yapar ve ekran açılır > Emergency Stop Aç > Reset > HYD-Start Basılı tut (2-5 sn) > Tezgâh sistemleri çalışmaya başlar > Machine Ready lambası yanar

3 - TEZGÂHIN KAPATILMASI
Tareti aynadan uzakta uygun mesafeye gönderin > Stop > Tezgâh Ana Şalter OFF

4 - EKSENLERİN REFERANSA GÖNDERİLMESİ
Önce tezgâhın X ve Z eksenlerini Tezgâh Referans noktasına (Tezgâh Sıfır Noktası) göndermemiz gerekir. Takımların Referans Noktasına gönderilmesi işlemi emniyet için mutlaka yapılmalıdır.
Takım değiştirme vb. işlemler ancak eksenler Referansa gönderildikten sonra gerçekleştirilebilir.
Aynayı sık > Handle x100 > RAPID ( %25 - %50) > El çarkı ile limit switche 10 - 15 kala yaklaştır
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Handle x100 > RAPID ( %25 - %50) > El çarkı ile limit switche 10 - 15 kala yaklaştır
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > Z > + > Z eksen ledi yanar

Tezgâh aynası sıkılmalıdır. Tezgâh eksenleri Referans Noktasına mutlaka ZERO RETURN ile gönderilmelidir. Eksenleri manuel olarak (El çarkı ile) göndersek, switchler birbirini hizalasa bile Referans Ledleri yanmaz. Bu nedenle Referans Noktasına gönderme işlemini her zaman ZERO RETURN ve eksen düğmeleri ile yapmamız gerekir.
Eksenler Tezgâh referans noktasına gönderileceği zaman önce ilgili eksen el çarkı ile ilgili eksenin limit switchine yaklaştırılır (10 - 15 mm) ve daha sonra +X, +Z Jog tuşuna basılarak yaklaştırılır. İlgili eksen limit switche ulaştığında Status bölümünde o eksenin led ışığı yanar.
Eğer referans noktasına gönderme işleminde eksen limiti aşıldı (Over travel) mesajı verilirse yapılacak işlem el çarkı ile ilgili ekseni aksi yönde (-X, -Z) manuel hareket ettirmektir. İlgili eksende aksi yönde yeterince hareket ettirildiğinde eksen limiti aşıldı (Over travel) mesajı silinir.
5 - TARETTEN TAKIM ÇAĞIRMA
 Ayrıca X ve Z eksenleri de tezgâh referans noktasında (ZERO RETURN) de olmalıdır. Bu eksenlerden özellikle de X ekseni tezgâh referans noktasında olmak zorundadır. Bu eksenlerin tezgâh referans noktasında olup olmadıkları X ve Z eksen ledlerinden kontrol edilir. Ancak ondan sonra taretten takım çağırabiliriz.
Ayrıca X ve Z eksenleri de tezgâh referans noktasında (ZERO RETURN) de olmalıdır. Bu eksenlerden özellikle de X ekseni tezgâh referans noktasında olmak zorundadır. Bu eksenlerin tezgâh referans noktasında olup olmadıkları X ve Z eksen ledlerinden kontrol edilir. Ancak ondan sonra taretten takım çağırabiliriz.
Takım No Select > 3 > Tool
Takım No Select > 4 > Tool
6 - İŞ PARÇASININ ÇÖZÜLMESİ/SIKILMASI
 İş parçasının çözülmesi ve bağlanması yani diğer bir ifadeyle torna aynasının sıkılması ve açılması ayak pedalı yardımıyla olabildiği gibi CNC programı içerisinde kullanılan M10 komutuyla sıkılır, M11 komutuyla da çözülür.
İş parçasının çözülmesi ve bağlanması yani diğer bir ifadeyle torna aynasının sıkılması ve açılması ayak pedalı yardımıyla olabildiği gibi CNC programı içerisinde kullanılan M10 komutuyla sıkılır, M11 komutuyla da çözülür.
M komutları Tezgâh imalatçısı firmadan firmaya değişiklik gösterebilir. Yani M komutlarına farklı görevler yüklenebilir. Fanuc kontrol ünitesinde M10 aynayı sıkar, M11 de aynayı çözer.
7 - AYNANIN MANUEL OLARAK ÇALIŞTIRILMASI
Tezgâh aynası çalıştırılmadan önce güvenlik açısından aynanın sıkılı durumda olması gerekir. Aynada iş parçası bağlı olmasa bile yine de aynanın sıkılı olması gerekir. Manuel olarak ayna döndürüldüğünde Bu yöntemle Sp. Speed düğmesiyle Tezgâh ın devir sayısını manuel olarak artırıp azaltabiliriz.
Aynayı sık > HANDLE > x100 > SPINDLE FUNCTION > CW > Sp. Speed devri artırır/ azaltır
Aynayı durdurmak için > Kırmızı Stop

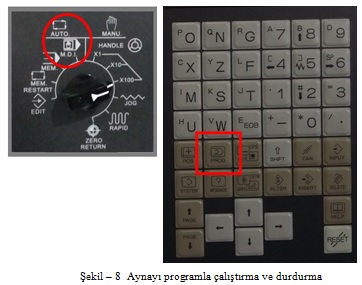
8 - AYNANIN PROGRAMLA ÇALIŞTIRILMASI
M kodlarının görevleri Tezgâh imalatçısı firmadan firmaya değişebilen kodlardır. Örneğin FANUC kontrol ünitesinde M10 aynayı açar, M11 aynayı kapatır. Ancak bu kodlar başka kontrol ünitelerinde farklı işlemleri yapabilir.
MODE > AUTO > MDI > Soft Keys > PROG > G97 S250 M3 > EOB > Insert > Cycle Start
Bu yöntemle devir sayısı manuel olarak artırılamaz. Devir sayısını artırmak
için tekrar komut yazmamız gerekir.
M3 S850 > EOB > Insert > Cycle Start
Durdurmak için yeni bir satır ve M5 yazılmalıdır.
M5 > EOB > Insert > Cycle Start
9 - TAKIMLARIN MANUEL HAREKET ETTİRİLMESİ
Mode > Manuel > Handle > x100 > Axis > X > El çarkı > + yönde çevir
Mode > Manuel > Handle > x100 > Axis > Z > El çarkı > + yönde çevir

10 - TAKIMLARIN KALİBRASYONU
Ölçme kolu ölçme pozisyonuna açılabilmesi için mutlaka X ekseni Referansta olmalıdır. Yani X Ref ışığı yanık olmalıdır. Ölçme kolu varsa elle sıfırlama yapılamaz.
Eğer X ekseni Zero Point te olmadan ölçme kolunu açmaya kalkışırsanız "X axis is not in Zero Point"uyarı mesajı ekrana gelir.
Kalibrasyon işleminden sonra ölçme kolu kapatılmadan taret, asla hareket etmez. Bu güvenlik içindir. Ölçme kolu motorludur.
G28 komutu programla/komutla Tezgâhın Referans noktasına gönderilmesi için kullanılır. Mode bölümündeki ZERO RETURN seçeneği ise Tezgâhın manuel olarak Referans noktasına gönderilmesi için kullanılır.
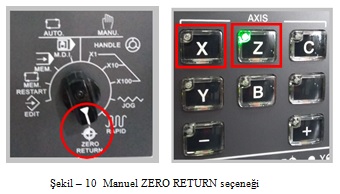
Şimdi X eksenini ZERO RETURN e gönderelim. İstenilirse Z ekseni de ZERO RETURN e gönderilebilir. Gönderilmese de ölçme kolu açılır.
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar > Ölçme Kolu switch bas > Ölçme kolu açılır (Şekil - 12).
Ölçme kolunu kaldırmak için tekrar ölçme kolu switchine basmak yeterlidir.

Tool No Select > 1 > Tool bas

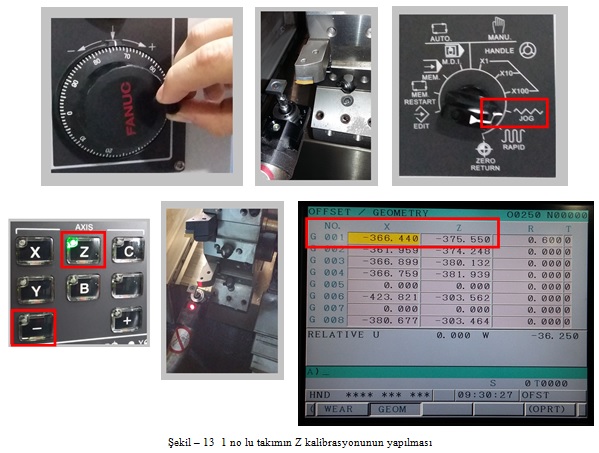
1 no lu takımı manuel olarak çevirme çarkı ile ölçme ucuna 3-5 mm kalıncaya kadar yaklaştır. Bu yaklaştırma hareketi X ve Z eksenleri kullanılarak yapılır. Aşağıdaki örneğimizde önce Z ekseninde yaklaştırdık ve Z ekseninde kalibrasyonu yapacağız.
Not: Kesicilerin uçları mutlaka probe ucunun kenarlarının ortasına gelecek şekilde yaklaştırılmalıdır.
Mode > Manuel > Handle > x100 > Axis > Z > El çarkı > - yönde çevir
Axis > X > El çarkı > - yönde çevir
Mode > Manuel > Jog > Z > - tuşuna bas
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.
Daha sonra takım Z ekseninde + tuşuna basılarak geri alınır ve bu sefer takım probe ucuna X ekseninde 3-5 mm kalıncaya kadar manuel olarak yaklaştırılır.
Mode > Manuel > Handle > x100 > Axis > X > El çarkı > + yönde çevir
Axis > Z > El çarkı > - yönde çevir
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
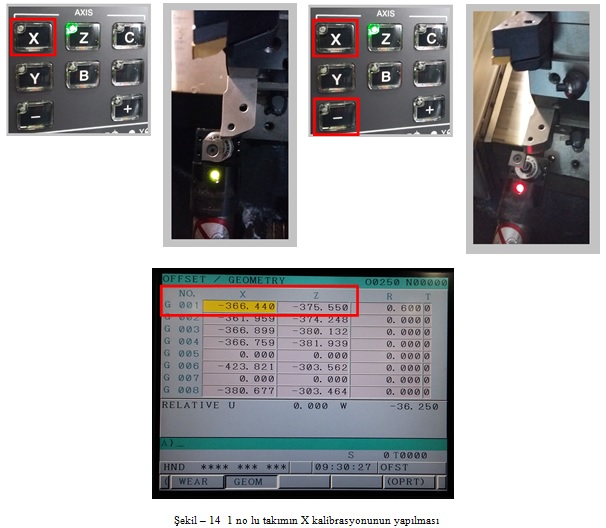
Daha sonra takım X ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır.
Bu sefer 2 nolu takımın kalibrasyonunu yapacağımız için 1 no lu takımı ZERO RETURN e göndeririz ve 2 no lu takımı çağırırız.
2 nolu takımı yukarıda açıklandığı gibi ölçme probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırırız ve JOG modunda kalibrasyonlarını Z ve X eksenlerinde yaparız.
Daha sonra bu işlem bütün takımlar için aynı şekilde yapılır.
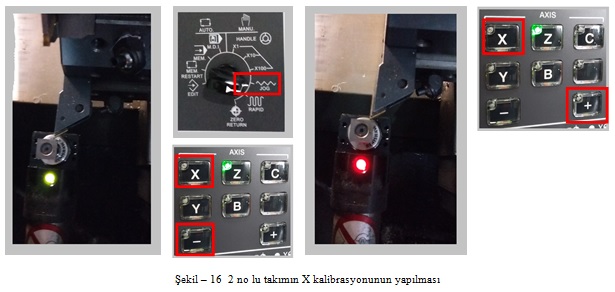
2 NO LU TAKIMIN KALİBRASYONU (FINISH DIŞÇAP TORNA KALEMİ)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 2 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.

Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
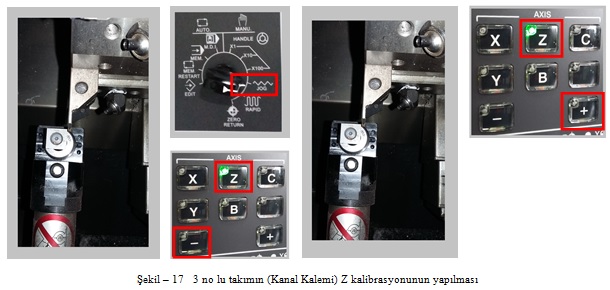
3 NO LU TAKIMIN KALİBRASYONU (KANAL/KESME KALEMİ)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 3 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.
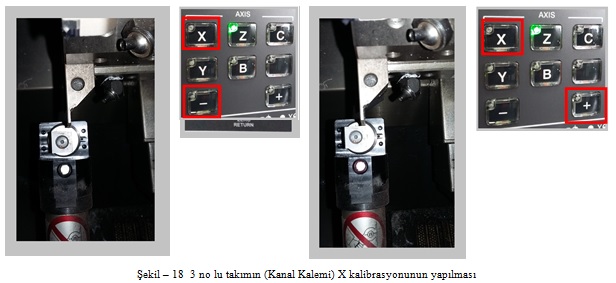
Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
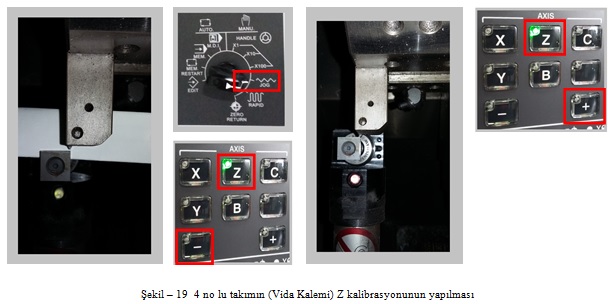
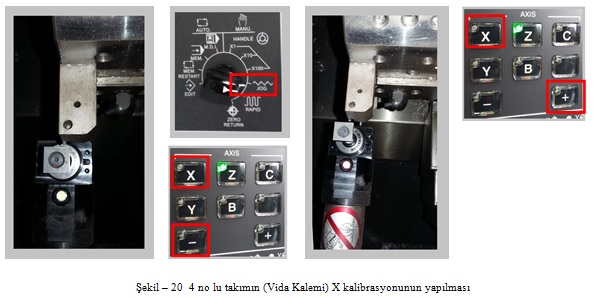
4 NO LU TAKIMIN KALİBRASYONU (DIŞÇAP VİDA KALEMİ)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 4 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.
Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
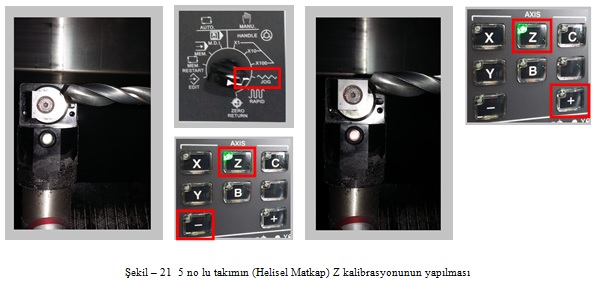
5 NO LU TAKIMIN KALİBRASYONU (HELİSEL MATKAP)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 5 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.
Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.

6 NO LU TAKIMIN KALİBRASYONU (C EKSEN - HELİSEL MATKAP LIVE TOOL)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 6 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.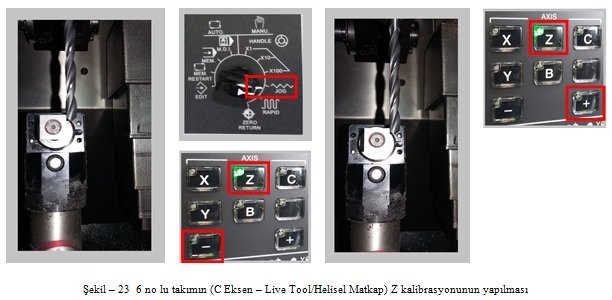
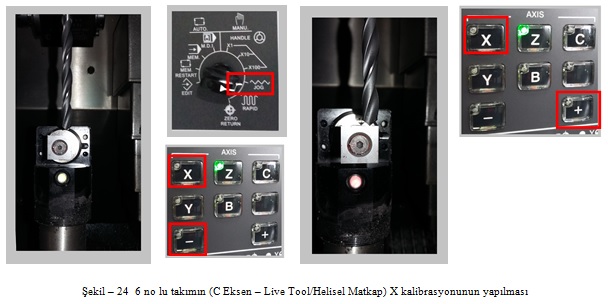
Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
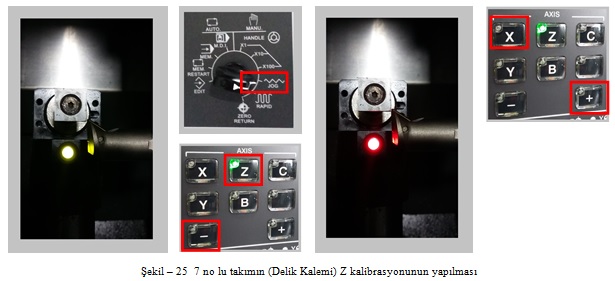
7 NO LU TAKIMIN KALİBRASYONU (DELİK KALEMİ)
Mode > Manuel > Zero Return > RAPID (%25 - %50) > AXIS > X > + > X eksen ledi yanar
Tool No Select > 7 > Tool bas
Takım bu sefer Z ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > Z > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının Z satırına kaydedilir.
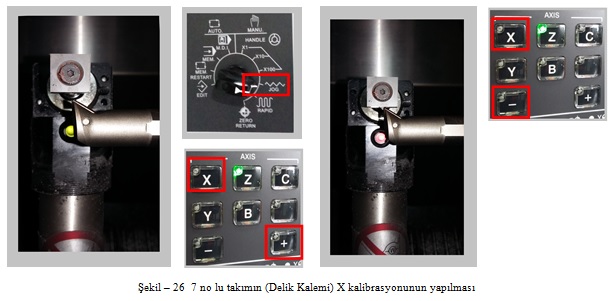
Daha sonra takım Z ekseninde + tuşuna basılarak takım probe ucundan uzaklaştırılır. Takım bu sefer X ekseninde probe ucuna 3-5 mm kalacak şekilde manuel olarak yaklaştırılır.
Mode > Manuel > Jog > X > - tuşuna basılı tut
Takım ucu proba değince probe kırmızı ledi yanar. Okunan değer OFFSET/GEOMETRY sayfasının X satırına kaydedilir.
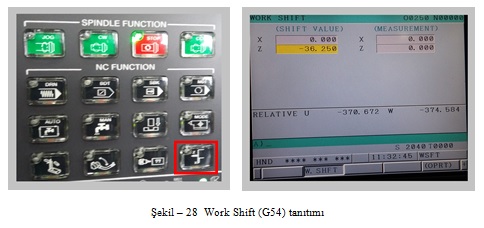
11 - İŞ PARÇASI SIFIRININ TANITILMASI (G54)
G54 iş parçası sıfır noktasının tanıtmak için önce iş parçasının alnının tornalanarak düzeltilmesi gerekir.
Tool Select > 1 > Tool bas
İş parçasını bağla
Mode > Manuel > Handle > x100 > Axis > X ve Z > Çevirme kolu ile iş parçasına yaklaş
SPINDLE FUNCTION > CW > Sp. Speed devri artırır/ azaltır > X > Çevirme kolu ile merkeze kadar alın tornala

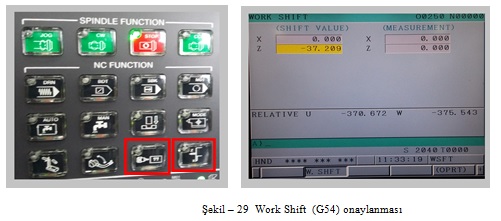
NC FUNCTION > WORK SHIFT > Work Shift ışığı yanar > Work Shift sayfası açılır > Z satırı yanar
ONAY > Z satır değeri değişir > WORK SHIFT > Work Shift ışığı söner
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.