SHOPTURN
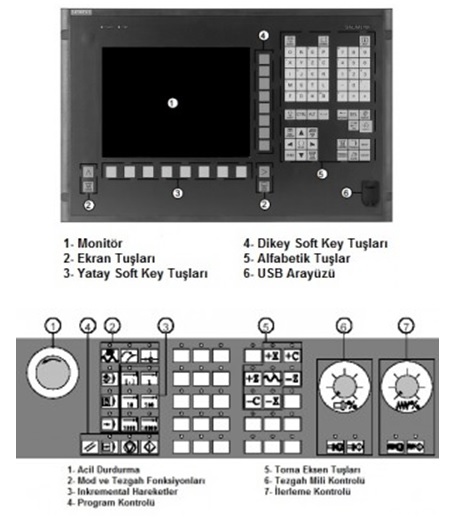
SHOPTURN, Siemens kontrol ünitesinin CNC torna tezgahları için geliştirilmiş programlama tekniğidir. Aşağıda Siemens OP O10 kontrol ünitesi görülmektedir. Bu kontrol ünitelerindeki tuşlar ve görevleri tıpkı FANUC kontrol ünitesine benzemektedir.



KONVEYOR İLERİ - JOG modda talaş konveyorünün ileri yönde çalıştırılmasını sağlar. Butona bir defa basmakla hareket başlatılır. Durdurmak için aynı butona tekrar basmak gerekir.
KONVEYOR GERİ - JOG modda talaş konveyorünün geri yönde çalıştırılmasını sağlar. Butona basıldığı müddetçe hareket devam eder. Bırakılınca hareket durur.
PUNTA İLERİ - Punta pinolünü ileri çıkartmaya yarayan JOG butonudur. Butona basıldığında pinolün ileri çıkabilmesi için çalışma kapısının açık ve puntalı/puntasız çalışma anahtarının puntalı konumda olması gerekir.
PUNTA GERİ - Punta pinolünü geri çıkartmaya yarayan JOG butonudur. Butona basıldığında pinolün geri çekilebilmesi için çalışma kapısının açık ve puntalı/puntasız çalışma anahtarının puntalı konumda olması gerekir.
+T - JOG modda takım değiştirme butonudur. Takım taretini ileri yönde bir takım artıracak şekilde döndürülmesini sağlar.
-T - JOG modda takım değiştirme butonudur. Takım taretini geri yönde bir takım azaltacak şekilde döndürülmesini sağlar.
PUNTA GÖVDESİ İLERİ - Punta gövdesini ileri yönde, aynaya doğru hareket ettirmeyi sağlar. Butona basılı olduğu sürece hareket devam eder.
PUNTA GÖVDESİ GERİ - Punta gövdesini geri yönde hareket ettirmeyi sağlar. Butona basıldığı sürece hareket devam eder. Punta gövdesinin ileri yada geri hareketinden önce punta gövdesini tezgah kızaklarına bağlayan cıvataların sıkılmış olmamasına dikkat ediniz.
MANUAL YAĞLAMA - Gresle yağlama butonudur. Tezgahın ilk açışlında butona bir kez basılması yeterli olacaktır.
AYNA ÇÖZME - Parça bağlama çözme için kullanılan manual butondur. Parça sıkma şeklini belirleme anahtarının pozisyonuna bağlı olarak açma yapar. Çalışma kapısı açık değilse açma/kapama yapmaz.
AYNA SIKMA - Parça bağlama çözme için kullanılan manual butondur. Parça sıkma şeklini belirleme anahtarının pozisyonuna bağlı olarak sıkma yapar. Çalışma kapısı açık değilse açma/kapama yapmaz.
AYDINLATMA LAMBASI - Çalışma lambası butonudur. Butona basmakla aydınlatma lambası yanar, aynı butona tekrar basmakla lamba söner.
AUTO SOĞUTMA - Soğutma sıvısı akışının sadece M fonksiyonları ile olması istenen durumlarda kullanılan butondur. Takım soğutma ve iş mili soğutma valflerini etkin hale getirir yada devreden çıkarır. Otomatik modda mutlaka basılı olmalıdır. Basılı değilse otomatik modda verilen soğutma komutları gerçekleşmez. Program içerisinde verilen soğutma komutları bu butona basılarak kesilip tekrar basmakla aktif hale getirilebilir.
İŞ MİLİ SOĞUTMA -Taret üzerinde bulunan ve iş miline doğru soğutma sıvısı akışını sağlayan valfi kontrol eden butondur. Butonun aktif olabilmesi için çalışma kapısının kapalı ve iş milinin dönüyor olması gereklidir. Otomatik modda Auto soğutma butonuna basılarak soğutma sıvısı akışı kesilip tekrar açılabilir. Bunun için Feed Start butonu aktif olmalıdır yada iş mili dönmelidir.
TAKIM SOĞUTMA: İş mili üzerinde bulunan ve taret üzerine doğru soğutma sıvısı akışını sağlayan butondur. Otomatik modda Auto soğutma butonuna basılarak soğutma sıvısı akışı kesilip tekrar açılabilir. Feed Start butonu aktif olmalı yada iş mili dönmelidir.
PROB AŞAĞI/YUKARI: Takım ölçme prob kolunun JOG modda aşağı ve yukarı hareketini sağlayan butondur. İlk basıldığında prob kolu aşağı hareket eder. Tekrar basıldığında prob kolu yukarı hareket eder. Tezgah referansa gönderilmiş olmalıdır.
DİSKET SÜRÜCÜ - Tezgaha program yüklemek, parametre girmek, yazılı olan programları ve parametreleri diskete almak için kullanılan ünitedir.
PARÇA SIKMA ŞEKLİNİ BELİRLEYEN ANAHTAR BUTONU - İş parçasının şekline göre iki ayrı bağlama tipi mevcuttur. Bu bağlantı şekillerinden hangisinin kullanılacağını sisteme aktaran butondur.
- İçe sıkma (anahtar sol konumda)
- Dışa sıkma (anahtar sağ konumda)
PUNTALI/PUNTASIZ ÇALIŞMA MODU SEÇME ANAHTAR BUTONU - Punta ile çalışmak için kullanılan anahtar butonudur. Emniyet açısından, puntalı çalışma yapılmadığı zaman bu anahtar butonun "puntasız" konumda bırakılması gerekir.
KONTROL ON BUTONU - Eksen sürücülerini ve sistemin hazır hale gelmesini sağlayan butondur. Sistemin ON edilmesi için basılarak ışığın söndürülmesi gereklidir. Tezgah açıldığında veya sürücülerin devre dışı kalması durumunda ışığı yanarak ikaz verir.
TEZGAHIN ÇALIŞTIRILMASI
- Elektrik dolabı üzerindeki ana şalteri açarak tezgahı enerjilendirin. Şalt dolabının yüzeyindeki yeşil sinyal lambası yanar.
- Kumanda panelinde kontrol plakası üzerindeki mavi ışıklı "Power On" butonuna basarak ışığını söndürün. Kontrol devresine enerji verin.
- Acil stop butonunu basılı ise kaldırın, bir müddet sonra ekrana standart pozisyon sayfası gelecektir.
- Herhangi bir alarm mesajı yoksa ilk yapılacak işlem tezgahı referansa göndermek olmalıdır. Bunun için butonuna ve daha sonra butonuna basmak yeterlidir. Ancak WCS/MCS tuşunun aktif olmadığına dikkat edin. Referansa göndermeden önce taretin pozisyonuna dikkat ediniz. Herhangi bir alarm varsa reset butonunu kullanınız. Sadece X ekseninde ilerleme olacaktır.
- Manuel yağlama butonuna basın, 2 saatten kısa sürelerde tezgah kapatılıp açılıyorsa yada 24 saatten fazla enerjisiz kalıyorsa, her açışta bu butona basmak suretiyle kızak yolları ve ballscrew'ların yağlanmasını sağlayın.
- Artık tezgah çalışmaya hazırdır.
TEZGAHIN KAPATILMASI
- Tezgahta çalışmamız bittiğinde acil stop butonuna basarak, tezgahın ana şalterini kapatmamız yeterlidir.
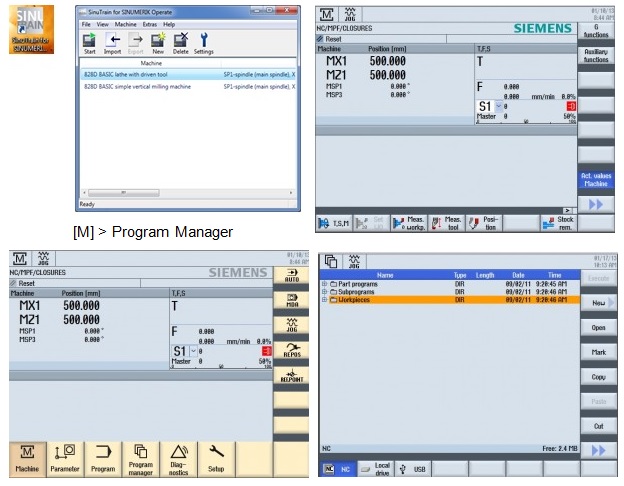
Bir önceki ekrana geri dönüş için sol üst köşedeki [M] ikonu tıklanır.
Geri dönüşlerde sürekli sol üst köşedeki ikon tıklanarak bir önceki ekrana dönülür.
En başa dönmek için pencere altındaki [M] Machine ikonu tıklanır.
NC ekranı geçilir. Mevcut klasörler (Part programs, Subprograms, Workpieces) pencerede listelenir.
Parça programları Part Programs, Alt programlar Subprograms, İş parçası tanımlamaları Workpieces klasörleri içinde bulunur.
Parça programı ve boyut bilgilerinin kaydedileceği klasörlere geçiş yapalım. Eğere mevcut bir klasör içinde dosya açacaksak Workpieces klasörünün artısı (+) tıklanır ve alt klasörlerine ulaşılır. İstediğimiz klasör açıldıktan sonra sağ düşey seçeneklerden New tıklanarak yeni dosya açılır.
Workpieces > Aç > Klasör seç > New >
Eğer yeni bir klasör oluşturmamız gerekiyorsa Workpieces klasörü üzerine gelelim ve sağ düşey seçeneklerden New ikonu tıklanır ve önce klasör adı, sonra dosya adı girilir.
Workpieces > New
New > ORNEK1 > OK > ShopTurn > Name: ORNEK1 > OK
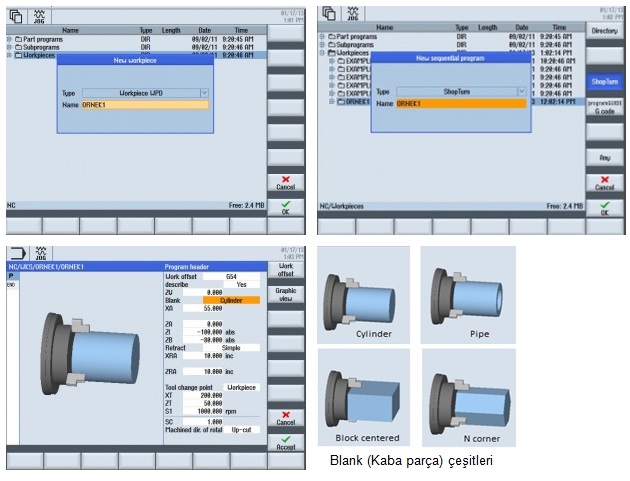
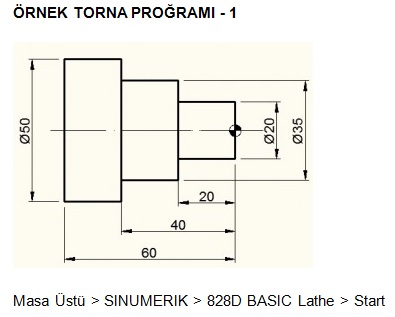
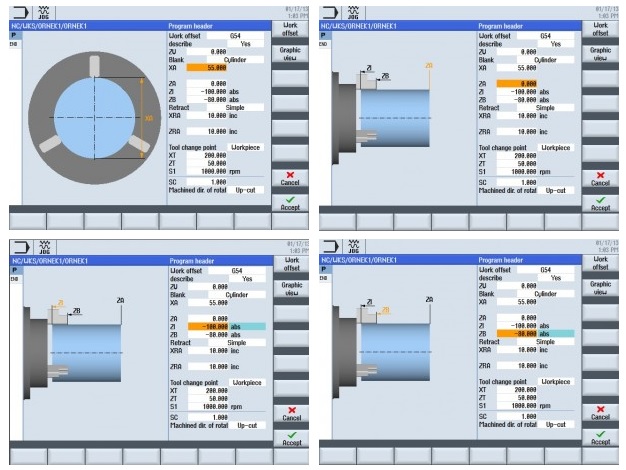
Parça boyutlarını girelim.
Blank: Cylinder (İş parçası içi dolu silindirik)
XA: 55 (İş parçasının kaba çapı, yani bağlama çapı)
ZI: -100 abs (İş parçası kaba tam boyu)
ZB: -80 abs (İş parçasının ayna ayakları dışında kalan boyu)
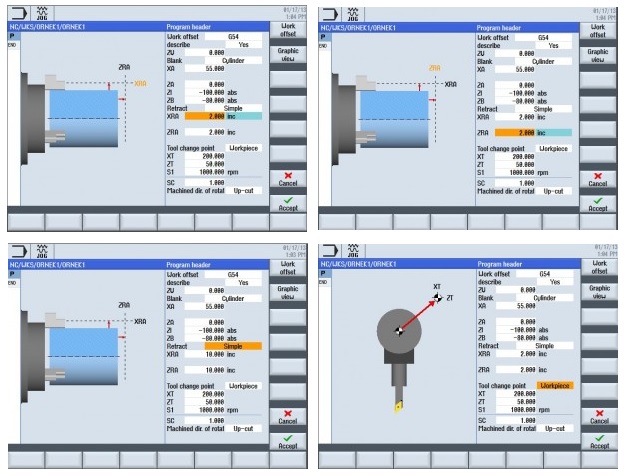
XRA: 2 inc (Kesici takımın X ekseninde geri kaçış miktarı, eklemeli)
ZRA: 2 inc (Kesici takımın Z ekseninde geri kaçış miktarı, eklemeli)
Tool Change Point: Workpiece (Takım değiştirme pozisyonu iş parçasına göre verilmiştir)
Accept: Veri girişi tamam
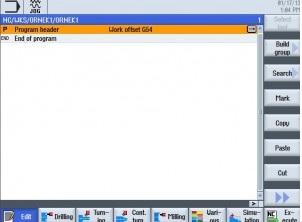
İş parçasına ait değerler girilmiştir. Şimdi sıra talaş kaldırma
işlemlerine gelmiştir.
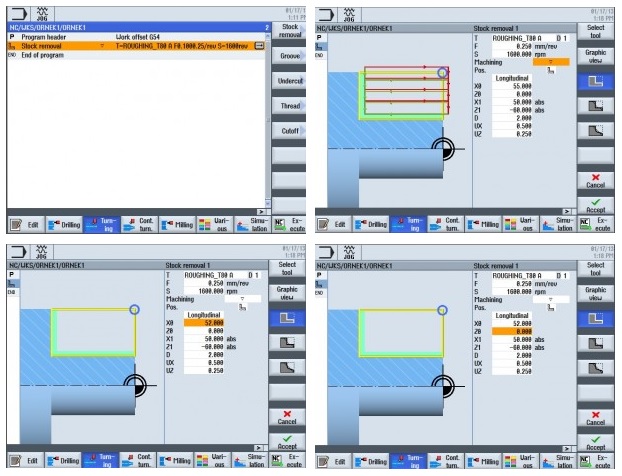
Ekran altında bulunan düğmelerden Turning seçilir.
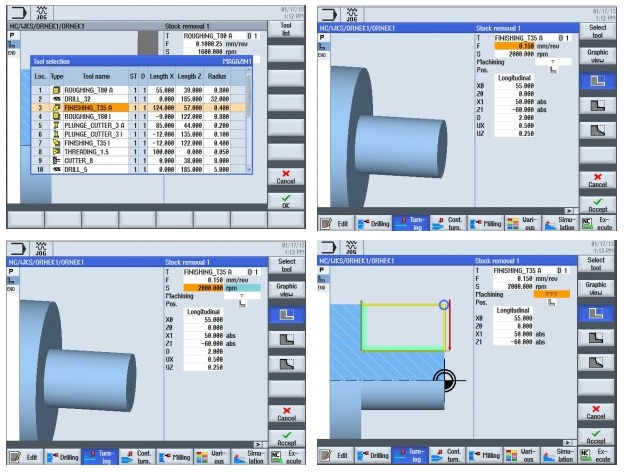
Turning > Stock Removal > Select Tool > ROUGHING T80A > OK
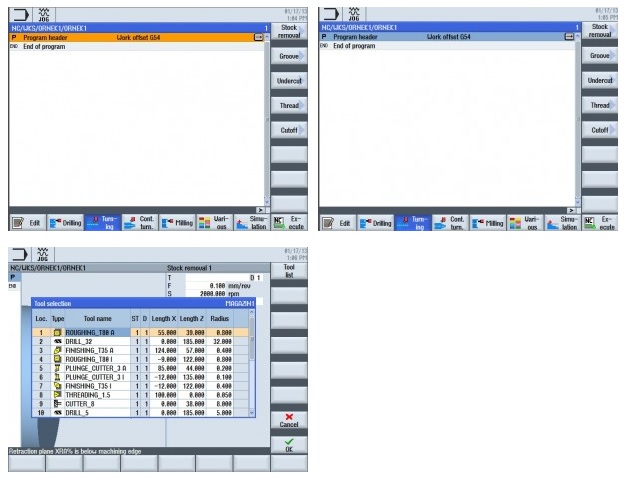
T: ROUGHING T80A
F: 0.25 (İlerleme hızı)
S: 1600 rpm (Devir sayısı)
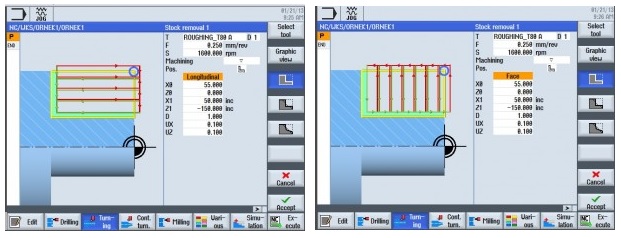
Machining: İşleme türü (Tek üçgen kaba, üç üçgen finiş tornalama)
Pos.: İşleme şekli (Dış çapta düz kademeli)
Sağ sütundaki işleme parametrelerinden yatay/dikey olan seçilir.
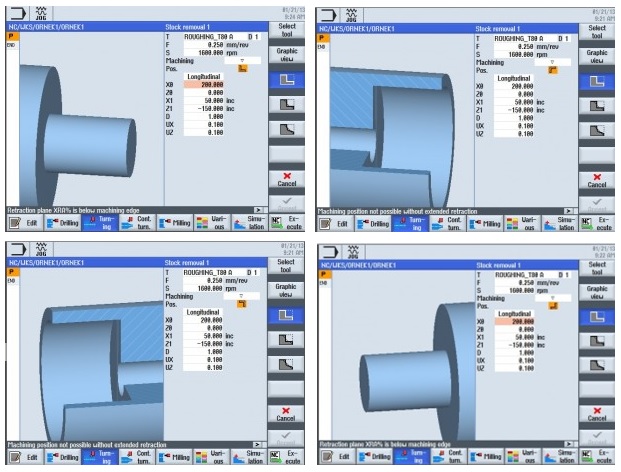
Uygun değerler girildiğinde Accept düğmesi aktif olur, bu düğme aktif olmadığı sürece bir sonraki bölüme geçiş yapılamaz. Aşağıda bu düğme pasiftir nedeni şu ana kadar girilen parametre değerleri ile iş parçasının boyutları arasında uyumsuzluk söz konusudur.
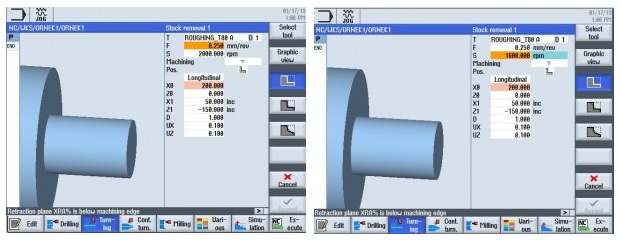
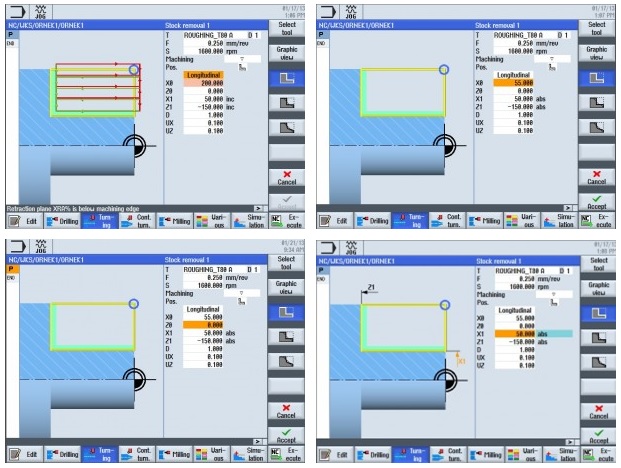
X0: 55 (İş parçasının kaba/bağlama çapı)
Z0: Referans noktası
X1: 50 abs (Tornalama sonunda ulaşılacak çap)
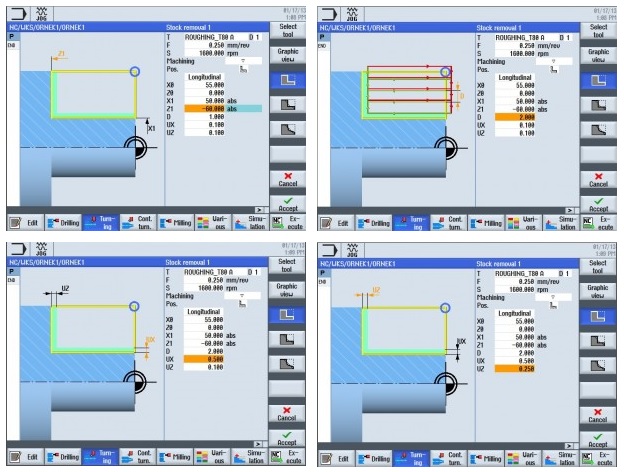
Z1: - 60 abs (Tornalama boyu, değeri - olur)
D1: 2 (Paso miktarı)
UX: 0.5 (Çapta finişe bırakılacak miktar)
UZ: 0.25 (Boyda finişe bırakılacak miktar)
Accept
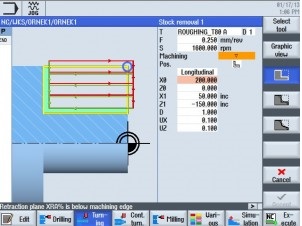
Roughing - Yüzey kalitesi
Machining Direction - İşleme yönü
Longitudinal - Boyuna tornalama
Face - Alın tornalama
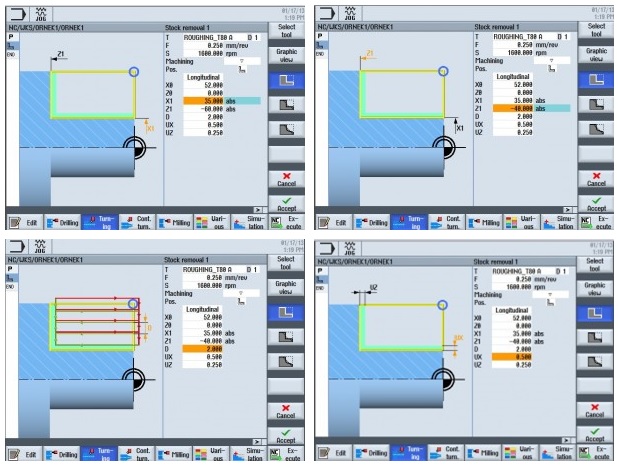
Turning > Stock Removal > Select Tool > ROUGHING T80A > F: 0.25 > S: 1600 > Machining: Tek üçgen > X: 52
Z0: 0 > X1: 35 abs > Z1: - 40 abs > D: 2 > UX: 0.5 > UZ: 0.25 > Accept
Turning > Stock Removal > Select Tool > ROUGHING T80A > F: 0.25 > S: 1600 > Machining: Tek üçgen > X: 52
Z0: 0 > X1: 35 abs > Z1: - 40 abs > D: 2 > UX: 0.5 > UZ: 0.25 > Accept
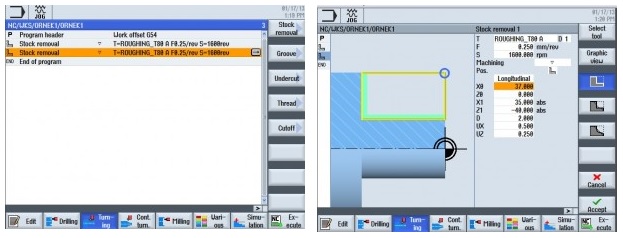
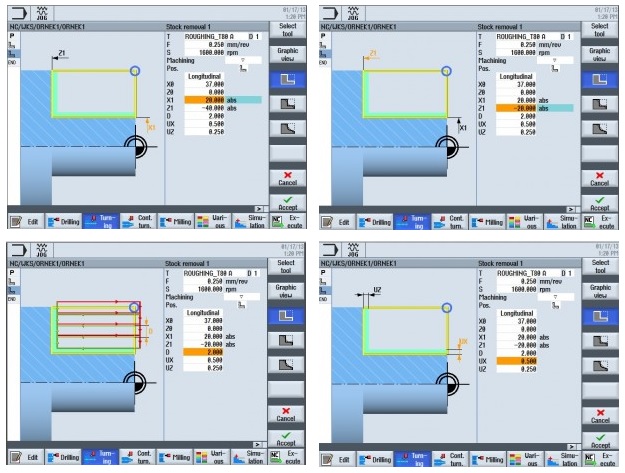
Turning > Stock Removal > Select Tool > ROUGHING T80A > F: 0.25 > S: 1600 > Machining: Tek üçgen > X: 37
Z0: 0 > X1: 20 abs > Z1: - 20 abs > D: 2 > UX: 0.5 > UZ: 0.25 > Accept
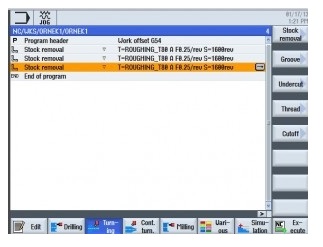
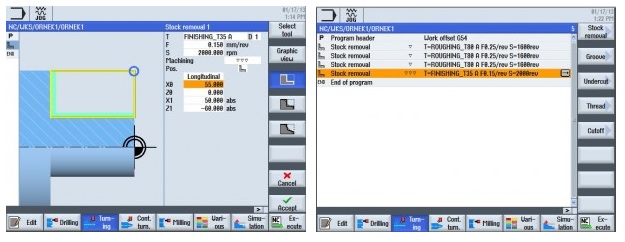
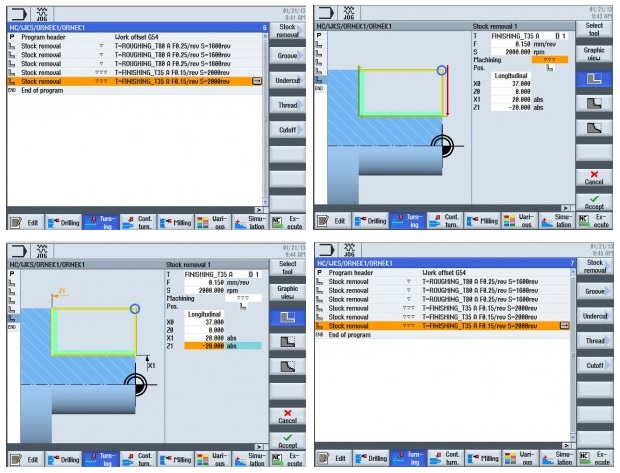
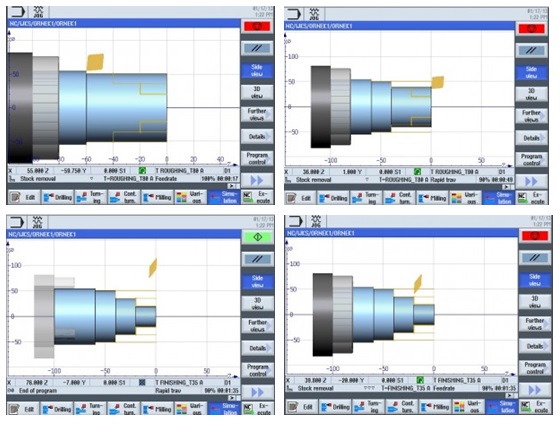
Kaba tornalama işlemleri tamamlanmıştır. Şimdi finiş tornalama işlemlerini yapalım. Ancak finiş işlemine geçmeden kaba tornalama işlemlerine ait simülasyonun çalıştırılması tavsiye edilir. Böylece herhangi bir hata olup olmadığı kontrol edilmiş olur.
Bir başka tavsiye işlemi de her kaba tornalamadan sonra o operasyona ait finiş tornalama işleminin yapılmasıdır. Böylece kaba tornalamaya ait boyutsal parametreleri yeniden girmemize gerek kalmaz. Tüm operasyonlar tamamlandıktan sonra kaba tornalamalar grup olarak üste taşınır, finiş tornalamalarda kaba tornalamaların devamında olacak şekilde aşağıya taşınır.
Turning > Stock Removal > Select Tool > FINISHING T35A > F: 0.15 > S: 2000 > Machining: Üç üçgen > X: 55
Z0: 0 > X1: 50 abs > Z1: - 60 abs > Accept
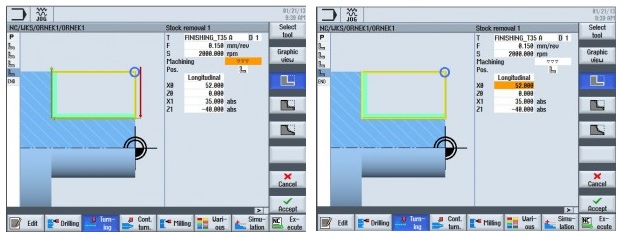
Turning > Stock Removal > Select Tool > FINISHING T35A > F: 0.15 > S: 2000 > Machining: Üç üçgen > X: 52
Z0: 0 > X1: 35 abs > Z1: - 40 abs > Accept
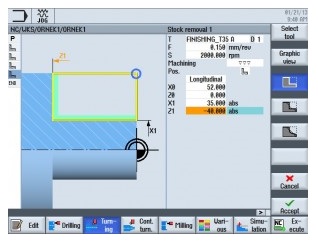
Turning > Stock Removal > Select Tool > FINISHING T35A > F: 0.15 > S: 2000 > Machining: Üç üçgen > X: 37
Z0: 0 > X1: 20 abs > Z1: - 20 abs > Accept
Simulation
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.