MODÜL FREZE ÇAKILARI
MODÜL FREZE ÇAKILARI
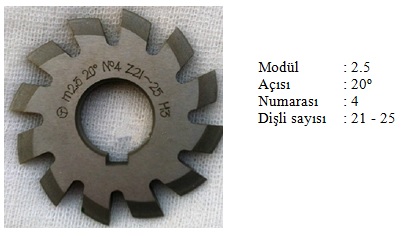
Modül freze çakıları standart dişli çark profillerini açmak için kullanılır. Bu freze çakıları diş profil ve büyüklüklerine göre standartlaştırılmışlardır. Diş profilleri diş sayılarına göre değiştiği için aynı modül freze çakısının farklı olan her numarası (serisi) farklı sayılardaki dişlerin açılmasında kullanılır.
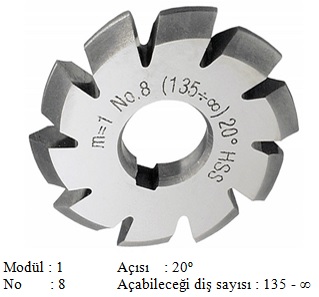
Her bir modül serisinde 8 veya 15 freze çakısı bulunur. Modül freze çakısı 1 den 8 veya 15e kadar numaralandırılmış bu numaralar, açacağı diş sayısı vb. bilgiler modül çakısı üzerine yazılır. Yukarıdaki resimde görülen modül çakısı üzerindeki bilgiler şunlardır;
Modül No - m =1
Çakı No - No = 8
Açacağı diş sayısı - 135 ∞ (135 ve yukarısı)
Derecesi - 20º
Takım malzemesi - HSS
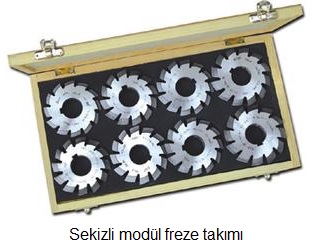
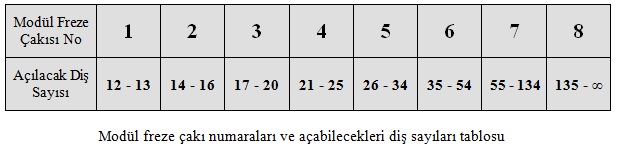
Sekizli bir modül freze çakısı, çakı numaraları ve açılacak diş sayıları aşağıdaki tabloda görülmektedir.
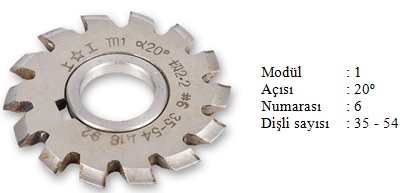
Aşağıdaki modül freze çakılarının üzerindeki bilgileri okuyunuz.
Konunun devamı için lütfen yeşil butona tıklayınız. 
MODÜL FREZE ÇAKISI İLE DİŞLİ AÇMA
Öncelikle açacağımızı dişli ile ilgili hesaplamaları yaparız.
Örneğin açacağımız düz dişlinin modülü 2.5 ve diş sayısı 32 olsun. Buna göre gerekli hesaplamaları yapalım ve dişlimizi açalım.
Verilenler
m : 2.5
Z : 32
Hesaplamalar:
Dt = mxZ = 2.5 x 32 = 80 mm
Da = Dt + 2m = 80 + 2x2.5 = 80 + 5 = 85 mm
Df = Dt - 2.332m = 80 - 5.83 = 74.17 mm
h = 2.166m =2.166x2.5 = 5.415 mm
t = mx3.14 = 2.5 x 3.14 = 7.85 mm
Da = Df + 2h = 74.17 + 2x5.415 = 74.17 + 10.83 = 85 mm
Delikli Ayna Hesabı:
Mevcut delikli ayna sayıları: 20, 24, 25, 28, 30, 34, 37, 38, 39, 41, 43, 46, 49, 51, 53, 54, 59, 63
T = K/Z
T = 40/32 (Bu sayılarımızı 8 ile sadeleştirelim)
T = 5/4
T = 1 1/4 (Bu sayılarımızı delikli ayna sayılarından birini elde edeceğimiz sayı ile genişletelim)
T = 1 1x5/4x5 (5 ile genişletelim)
T = 1 5/20 (1 tam tur ve her turda 20 delikli aynada 5 delik atlatılacak)
Not: Aynı dişlimizi 4 ün katı olan delikli aynalardan herhangi biri ile de açabiliriz. Örneğin 28 delikli ayna için genişletme sayımız 7 olurdu.
T = 1 1x7/4x7 = 7/28 (1 tam tur ve 28 delikli aynadan 7 delik atlatılır)
Bu tür hesaplamalarda en büyük delik sayısına sahip delikli aynayı tercih etmeliyiz. Çünkü delik sayısı arttıkça hata oranı azalır.
- Dişli taslağımızı diş üstü çapında (Da = 85 mm) tornalarız.
- Uygun modül çakısı ve serisi seçilir (m: 2.5 , no: 5).
- Tornalama işleminden sonra malafa, divizör ve gezer punta arasına iş parçasının büyük çapı divizör tarafına gelecek şekilde bağlanır. Böylece talaş kaldırma esnasında iş parçasının gevşeyip kayması engellenmiş olur.
- Dişlerin sağlıklı ve tam merkezi olarak açılabilmesi için dişli çark ekseninin modül freze eksenine göre ayarı tam yapılmalıdır. Bu ayarlama aşağıdaki şekilde görüldüğü gibi gönye yardımıyla yapılır. - - Önce dişli taslağının bir yüzeyine gönye dayatılır. Daha sonra tabla enine hareket kolu yardımıyla modül freze çakısının 1. yan yüzeyi gönyeye temas ettirilir.
- Daha sonra gönye dişli taslağının diğer yüzeyine dayatılır ve enine hareket kolu yardımıyla ilerletilerek modül freze çakısının 2. Yan yüzeyi gönye yüzeyine temas ettirilir.
- İki yüzey arasındaki mesafe hesaplanır ve ikiye bölünür. Bulunan ölçü kadar modül freze çakısı kaydırıldığında modül çakısı tam dişli taslağının eksenine hizalanmış olur.
- Hizalama yapıldıktan sonra tezgah tablasının enine hareket tespit kolu sıkılır. Böylece eksenel hizalamanın bozulmaması sağlanır.
- Divizör kolu pimi 20 deliğe göre ayarlanır.
- Delikli ayna makas aralığı 5 deliğe göre ayarlanır ve sıkılır.
- İş parçası çakıya teğet duruma getirildikten sora tezgâh çalıştırılır. Konsol yukarıya doğru kaldırılarak parçanın çakıya değmesi sağlanır. Bu durumda konsolun mikrometrik bileziği sıfıra ayarlanır. Çakı, gezer punta tarafında iken konsol, diş derinliği kadar yukarıya doğru kaldırılır. Bunu takiben elle veya otomatik olarak talaş verilir.
- Tablaya elle ya da otomatik ilerleme verilir.
- Modül freze çakısı kesme başlangıç konumuna getirilir.
- Divizörden döndürme yapılır (1 tam tur, 20 delikte 5 delik atlatılır).
- Bir sonraki diş aynı şekilde açılır. Daha sonraki dişler aynı işlem sırası izlenerek açılır.
AÇILAN DİŞLİLERİN KONTROLÜ
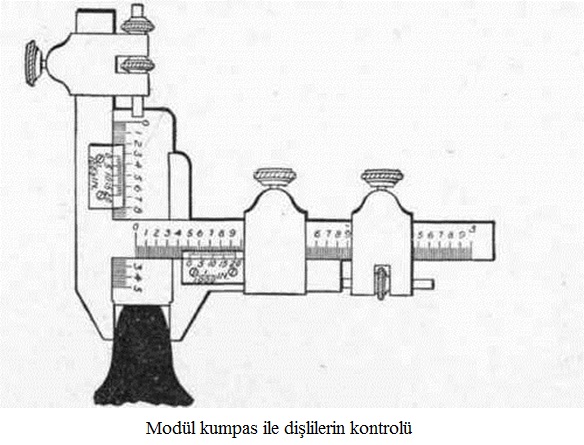
Açılan dişlilerin çapak alma işlemi de bitirildikten sonra modül kumpaslarla veya mastarlarla ölçme ve kontrolü yapılır.
Modülü bilinmeyen dişli çarkların modüllerinin bulunması veya modülü bilindiği halde, diş genişlik değerlerinin kontrol edilmelerinde kullanılan ölçme ve kontrol aletleridir. Modül kumpasları 90° gönye biçiminde, iki ölçü cetvelinden meydana gelmiştir. Ölçme ve kontrolünde kullanılan modül kumpaslarındaki yatay cetvel bölüntüsü üzerindeki verniyer bölüntüleri genellikle 1/20 ve 1/50 mm hassasiyetlerinde yapılır.
Modül kumpası ile açılan bir dişlinin modülünü, bölüm dairesi üzerinden diş kalınlığını ve adımını ölçebiliriz. Modül kumpasının yatay cetveli diş kalınlığını, dikey cetveli de modülü ölçer. Her iki cetveldeki bölüntülerin arası 1/2 mm dir. Dik cetvel üzerindeki hareketli kısım, dişli çarkın dişi üzerine oturacak olan bir lamayı taşır. Bu lamanın kumpas çeneleri ucu
na kadar inememesi nedeni ile 1,25 modülden küçük modüllerle açılan dişli çarkların diş kalınlığı ölçülemez.
Bu web sayfasının bütün yayın hakları Hamit ARSLAN' a aittir. Kaynak olarak gösterilmek şartıyla kısmen veya tamamen alıntı yapılabilir, kopya edilebilir, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılabilir.