TORNA TEZGAHI DEVİR SAYISI - İLERLEME HESAPLARI
TORNA TEZGAHI DEVİR SAYISI - İLERLEME HESAPLARI
Torna tezgahlarında ilerleme hesaplamalarının sağlıklı ve doğru olarak yapılabilmesi için öncelikle bazı terim ve tanımlamaların çokiyi bilinmesi gerekir. Bunlar;
- Kesme Hızı
- Devir Sayısı
- İlerleme
Bu üç parametre talaşlı imalatta ideal kesme koşullarının sağlanması için son derece önemlidir. Bunun nedeni, ideal kesme koşulları sağlanmadığında elde edilen yüzey kalitesi, işleme zamanı, kesici takımın ömrü ve takım tezgâhının sağlıklı çalışması olumsuz olarak etkilenmektedir. Bu nedenle ideal kesme parametrelerinin gerektiği şekilde ve doğru olarak belirlenmesi gerekir.
1- Kesme Hızı
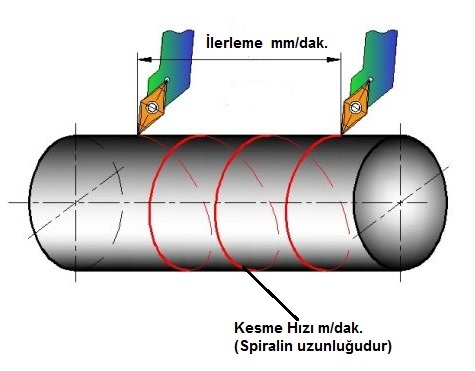
Kesme Hızı, kesici takım ucunun (torna kaleminin), iş parçası çevresinde bir dakikada metre cinsinden aldığı yoldur. Diğer bir ifadeyle kesici takımın iş parçasın üzerinden bir dakikada kaldırdığı talaşın doğrusal uzunluğudur.
Kesme hızı değeri kesici takım imalatçısı firmaların kataloglarından aşağıdaki kriterlere göre seçilir. Kesme hızı HSS kesiciler için 25-50 m/dakika, sert maden uçlarda ise 250 - 500 m/dakika arasında değişmektedir. Değerlerin bu kadar aralıklı olarak verilmesinin nedeni aynı talaş kaldırma işleminde kesici takımın ve iş parçasının bağlanma şekilleri vb. pek çok parametrenin kesme hızına etki etmesindendir.
Bu konunun devamı için lütfen yeşil butona tıklayınız. 
2- Kesme Hızına Etki Eden Faktörler
- İşlenecek olan malzemenin cinsi,
- Kesici takımın malzemesinin cinsi,
- İş parçasının bağlanma şekli,
- Torna tezgâhının gücü,
- Talaş derinliği,
- İşlemenin cinsi,
- Kesicinin ilerleme miktarı.
3 - İlerleme
İlerleme, kesici takımın iş parçası üzerinde doğrusal olarak bir dakikada mm cinsinden aldığı yolun uzunluğudur.
4- İlerlemeye Etki Eden Faktörler
- Talaş derinliği,
- Talaş kaldırma işleminin türü,
- Elde edilecek yüzeyin kalitesi,
- Kullanılan kesme sıvısı.
5- Devir Sayısı Hesaplama
Tezgâh türü ne olursa olsun devir sayısının hesaplanmasında öncelikle kullanacağımız kesicinin kesme hızını bilmemiz gerekir. Çünkü devir sayısını hesaplamada kullanacağımız formül aslında Kesme Hızı formülüdür. Kesme hızını bildiğimiz için bu formülden elde edilir.
Örnek - 1
Bir torna tezgâhında işlenecek iş parçasının çapı 60 mm, kullanılacak kesici takımın kesme hızı ise 50 m/dakikadır. Buna göre tezgâha verilmesi gereken devir sayısını hesaplayınız?
Verilenler İstenenler Çözüm
D = 60 mm N = ? N = Vx1000/πxD
V = 50 m/dakika N = 50x1000/3.14x60
N = 50000/188.4
N = 265 devir/dakika
Örnek - 2
Aynı iş parçamızı tornaladığımızı ve çapın 40 mm ye düştüğünü varsayalım. Bu durumda tezgâhın dönmesi gereken devir sayısı ne olmalıdır?
Verilenler İstenenler Çözüm
D = 40 mm N = ? N = Vx1000/πxD
V = 50 m/dakika N = 50x1000/3.14x40
N = 50000/125,6
N = 398 devir/dakika
6 - İlerleme Hesaplama
Torna tezgâhlarında ilerleme mm/dakika ve mm/devir olarak iki farklı şekilde verilebilir. Konvansiyonel torna tezgahlarında ilerleme mm/dakika olarak verilirken CNC torna tezgahlarında ise mm/devir olarak verilir. Bunun nedeni CNC torna tezgahlarında işlenen çap sürekli değişitiği için buna bağlı olarak da devir sayısının da artması gerekir. Tabiiki devir sayısı arttığında ilerlemenin de artması gerekir. Bu da ancak ilerleme değerinin mm/devir olaak verilmesiyle mümkün olur.
Örnek - 3
Yukarıdaki örneklerimizde (Örnek - 1 ve Örnek - 2) kesiciye verilecek ilerleme hızı oranı F = 0.25 mm/devir olduğuna göre kesici takımın dakikadaki ilerleme miktarlarını bulunuz?
Verilenler İstenenler Çözüm
N = 265 devir/dakika Fd = ? mm/dak. Fd = NxF
F = 0.25 mm/devir Fd = 265x0.25
Fd = 66.25 mm/dakika
Verilenler İstenenler Çözüm
N = 398 devir/dakika Fd = ? mm/dak. Fd = NxF
F = 0.25 mm/devir Fd = 398x0.25
Fd = 99.5 mm/dakika
Yukarıdaki her iki örneğimizde görüldüğü gibi ilerlemenin (F = 0.25 mm/devir) aynı olmasına rağmen birinci örnekte 1 dakikadaki ilerleme 66.25 mm olurken ikinci örnekte 1 dakikadaki ilerleme 99.5 mm olmaktadır. Bunun nedeni birinci örnekte tornalanan iş parçasının çapının büyük olmasıdır.
Bu web sayfasındaki yazılı ve görsel bütün bilgilerin yayın hakları Hamit ARSLAN' a aittir. Hamit ARSLAN' ın yazılı izni olmaksızın kısmen veya tamamen alıntı yapılamaz, kopya edilemez, elektronik, mekanik, dijital, fotokopi ya da herhangi bir kayıt sistemiyle çoğaltılamaz ve yayınlanamaz.